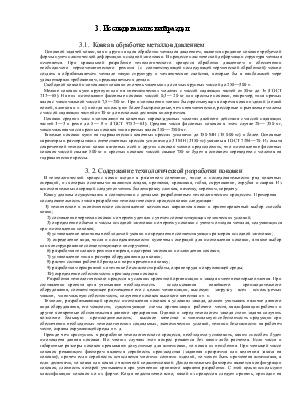
диаметр или большая сторона прямоугольного сечения фланца;
• бурт (рисунок 2 ж) – не концевой участок поковки с увеличенными поперечными размерами при таких же как у фланца соотношениях размеров;
• уступ (рисунок 2 6, г, д) - участок поковки с меньшим поперечным сечением, чем смежный с ним участок. Для поковок типа вала величина уступа выражается полуразностью диаметров смежных участков;
• выступ - участок поковки с большим поперечным сечением, чем смежный с ним участок;
• выемка (рисунок 2 в, д) - участок поковки, диаметр или сторона которого меньше диаметров или сторон двух смежных с ним участков.
После загрузки программы начинается диалог ЭВМ – пользователь, который заключается в следующем:
Из предложенного меню описания типов поковок пользователь выбирает наиболее подходящий вариант для расчёта и вводит порядковый номер выбранного варианта. После чего ему необходимо задать ряд исходных данных для проведения расчёта:
· Размеры детали, описывающие её конфигурацию;
· Плотность материала поковки;
· Поправочный коэффициент К (0,035 – для цветных металлов, 0,07 – для стали, 0,08…0,1 – для ковки в подкладных штампах);
· Поправочный коэффициент на условия осадки заготовки К1 (при соотношении d/h=1…2,5 К1=1…2,5);
· Значения сопротивления деформации при температуре ковки;
· Устройства вывода результатов расчёта (дисплей или принтер);
· Первая операций ковки предусмотренная в технологическом процессе изготовления данной поковки первой (протяжка или осадка).
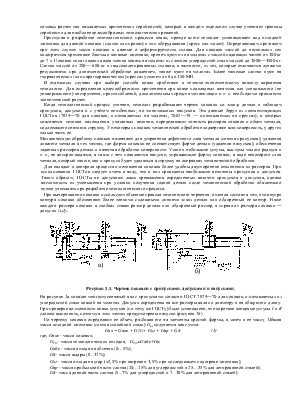
Если деталь относится к удлиненным поковкам круглого, квадратного и прямоугольного сечения с уступами, то пользователю сначала предлагается ввести количество ступеней в исходной детали, затем вводятся исходные данные 1 для каждой ступени детали, после чего пользователь задаёт данные 2 и 3. Если при расчёте масса падающих частей ковочного оборудования получается свыше 5000 кг, то пользователю выдаётся сообщение о том, что поковка будет выполнятся на ковочном прессе, и предлагается ввести данные 4 и 5, причём на экран выводятся подсказки для задания указанных значений. После ввода всей необходимой информации пользователь может произвести выбор устройства вывода результатов расчёта. В результате работы программы пользователь получает информацию о размерах ступеней поковки с назначенными основными и дополнительными припусками, предельными отклонениями, а также напусками минимального объёма на размеры ступеней поковки если какие-либо элементы поковки не отвечают условиям выполнимости без напусков. Затем у пользователя уточняются данные 7 и выводятся основные размеры исходной заготовки для ковки данной поковки. По окончанию расчёта у пользователя есть выбор: выйти из программы, либо начать новый расчёт (см. рисунок 3 и 4).
Если деталь относится к поковкам типа диск, цилиндр, брусок, кубик, пластина сплошные или диск, цилиндр, брусок, кубик, пластина с отверстием, то пользователь изначально выбирает какого поперечного сечения будет рассчитываемая поковка (круглого, квадратного, прямоугольного), а также задаёт информацию о наличии в детали отверстия. После ввода данных 1, 2, 3, 7 и при необходимости 4, 5, выбора устройства вывода информации пользователь получает размеры поковки с назначенными припусками и допусками, а также информацию о необходимой заготовке для ковки (см. рисунок 3 и 5).
Если деталь относится к поковкам типа раскатных колец или цилиндров с отверстием, то пользователю необходимо задать данные 1, 2, 3, 6, 7 и 4, 5 (если необходимо). После чего он получит информацию о размерах поковки с назначенными припусками и допусками, а также информацию о размерах
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.