eу=(eб+eз+eпр)1/2, где eб- погрешность базирования, мкм; eб=0 мкм, так как отверстие получается в сплошном металле,
eз- погрешность закрепления, мкм; eз=20 мкм,
eпр- погрешность положения заготовки, является следствием неточности изготовления станочного приспособления и износа его установочных элементов, а также погрешности установки самого приспособления на станке, мкм.
В итоге получаем формулу для расчета eпр, мкм.
eпр=((Då-Dн-Dи)2-D2сл-e2б-e2з)1/2£d/2.
eпр=(0,000961-0,000169-0,0004)1/2,
eпр= 0,2 мм £d/2.
В результате определили, погрешность приспособления не превышает d/2.
2.2.3 Расчет необходимого усилия зажима
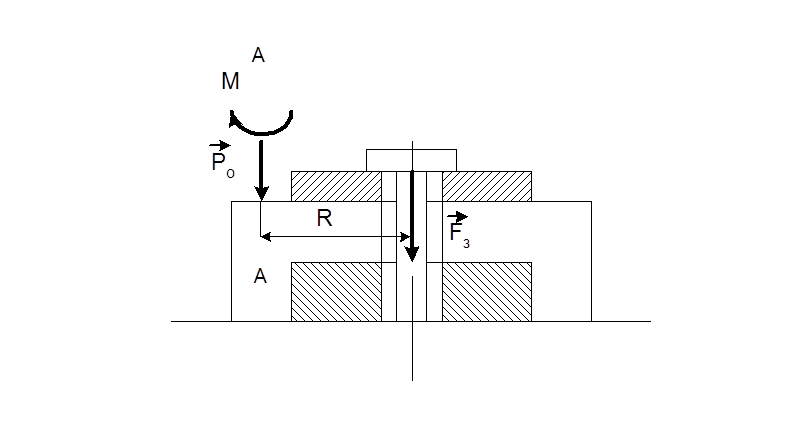
Рисунок 2.2-Схема сил, действующих при сверлении
При торцевом креплении заготовки не требуется большого зажимного усилия. В этом случае сила зажима должна обеспечить надежный прижим шайбы к заготовке. Под действием крутящего момента резания М, Н×м, деталь стремится повернуться вокруг оси А-А. Этому моменту противодействует момент трения Мтр, создаваемый осевым усилием и силой зажима.
2×М×К×R/d=(Po+Fз)×f×R
где М -крутящий момент на сверле, Н×м; М=10 Н×м,
d - диаметр сверла, м; d=0,013 м,
R - расстояние от центра сверла до центра заготовки, м;
Ро - осевое усилие, Н; Ро=19913 Н,
F - коэффициент трения; f=0,2,
Fз - усилие зажима.
2×М×К
Fз= ¾¾¾¾¾ - Ро,
d×f
К=К0×К1×К2×К3×К4×К5=1,53×1,22=4,86,
Fз=37384,6-19913=17471 Н.
Усилие, развиваемое винтовым механизмом, зависит от величины приложенного момента, формы рабочего торца, винта и вида резьбы.
Q×l
Fз= ¾¾¾¾¾¾¾¾¾¾¾¾ ,
rср×tg(a+jпр)+1/3×m×D
где Q - усилие приложенное к рукоятке винта, Н;
l - длина рукоятки, м;
rср - средний радиус резьбы, м; rср=0,01 м.
a - угол подъема резьбы; a=20о,
jпр - приведенный угол трения; jпр=5о,
m - коэффициент трения на торце; m=0,15,
D - наружный диаметр торца, м; D=0,04 м.
Приняв усилие, приложенное к рукоятке винта Q=100 Н, рассчитаем длину рукоятки по следующей зависимости
Fз×rср×tg(a+jпр)+1/3×m×D
l = ¾¾¾¾¾¾¾¾¾¾¾¾¾,
Q
l=17471×0.0067/100=1.16 м.
Принимаем l=1 м, тогда Q=117 Н.
2.2.4 Расчет элементов приспособления на прочность
Расчет на прочность произведем для резьбового соединения, нагруженного осевой силой Fз, Н.
4×Fз
sр= ¾¾¾¾¾ £ [sр],
p×d2
где sр- расчетное напряжение изгиба, МПа;
[sр]- допускаемое напряжение растяжения, Мпа; [sр]=70 МПа
d - внутренний диаметр резьбы, м;.
4×Fз
d= ¾¾¾¾¾ ,
p [sр]
d=17,9 мм, принимаем 18 мм.
2.3 Приспособление для контроля расположения отверстий
2.3.1 Назначение и описание работы приспособления
Приспособление калибр предназначено для контроля расположения отверстий Æ12,1Н9, Æ13Н13 на Æ236. Приспособление состоит из корпуса 1, ручки 4, шести пальцев 3 и двух пальцев 2.
Контроль расположения отверстий происходит следующим образом: корпус приспособления с запрессованными на нем пальцами, ставится на деталь, таким образом, чтобы соответствующие пальцы точно попадали в соответствующие отверстия детали. Если же совмещение осей пальцев с осями соответствующих отверстий не происходит, то деталь является негодной. Расчет исполнительных размеров пальцев приведен ниже.
2.3.2 Расчет приспособления на точность
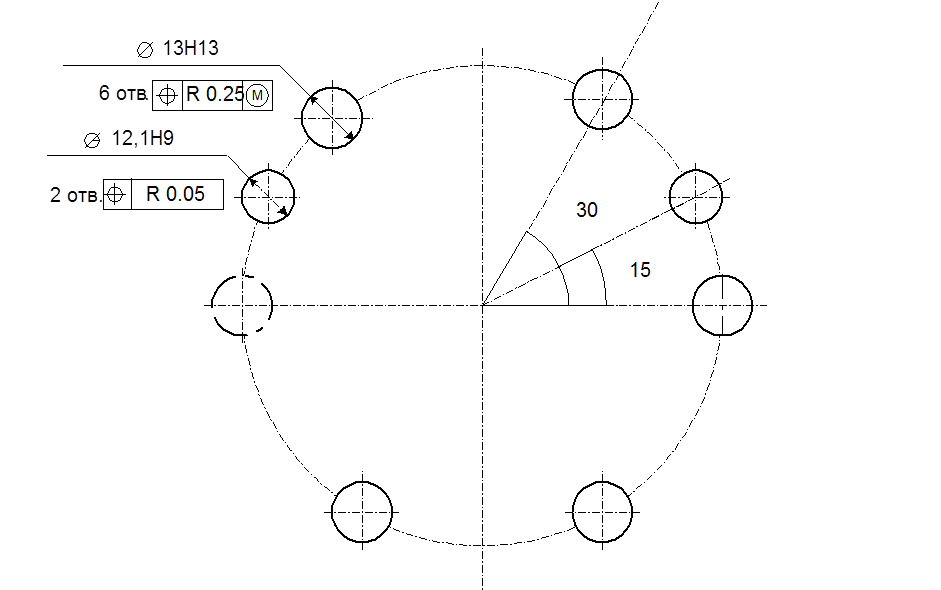 Рисунок
2.3-Схема расположения измеряемых отверстий
Рисунок
2.3-Схема расположения измеряемых отверстий
Точность изготовления детали определяет точность контроля. Точность измерения зависит от точности исполнительных размеров калибра.
Расчет исполнительных размеров проводим в соответствии с методикой изложенной в[ ].
Рассчитаем калибр для контроля расположения шести отверстий Æ13Н13 и двух отверстий Æ12,1Н9 в детали.
Для шести отверстий Æ13Н13
Предельные отклонения и допуски диаметров измерительных элементов калибра определяют по таблице 1, [ ], в зависимости от позиционного допуска осей изделия Тр=0,25 мм.
F=0,032 мм, Н=0,01 мм, W=0,012 мм.
Предельные размеры пробок калибра рассчитываются по формулам таблицы 2, п.1, [ ].
dk max=Dmin-Tp+F=13-0,25+0,032=12,785 мм,
dk min= dk max-H=12,785-0,01=12,775 мм,
dk-w= dk max-H-W=12,785-0,01-0,012=12,763 мм.
Позиционный допуск осей пробок определяется по таблице 1,[ ]. Тpk=0,02 мм.
При нормировании и контроле размеров, координирующих оси пробок должны быть соблюдены следующие требования по таблице 4, п.3, [ ], для
Тpk=0,02 мм.
Предельные отклонения размера между осями пробок dRk=±0.007 мм.
Предельные отклонения угла между осями двух робок, расположенных на окружности диаметром Æ236 dak=±20².
Для двух отверстий Æ12,1Н9
F=0,012 мм, Н=0,005 мм, W=0,005 мм.
dk max=Dmin-Tp+F=12,1-0,02+0,012=12,092 мм,
dk min= dk max-H=12,092-0,005=12,087 мм,
dk-w= dk max-H-W=12,092-0,005-0,005=12,082 мм.
Тpk=0,008 мм.
dRk=±0.0028 мм.
dak=±20².
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.