2. КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Приспособление для фрезерования торцев
2.1.1 Назначение и описание работы фрезерного приспособления
Приспособление пневматическое, применяется на операции 070 Горизонтально-фрезерная для фрезерования торцевой поверхности детали.
Базирование приспособления на стол станка, осуществляется при помощи двух шпонок 12 и четырех болтов 13, которые устанавливаются в т-образные пазы. Установка детали в приспособлении осуществляется по плоскости на цилиндрический 3 и срезанный 11 пальцы Æ184d9 и Æ13f9, соответственно.
Зажим детали в приспособлении происходит следующим образом. В камеру пневмоцилиндра подается сжатый воздух, что вызывает движение поршня и штока пневмоцилиндра, которые в свою очередь воздействуют на клиновой механизм, приводящий в движение шпильку 5 и шайбу 10, осуществляющих прижим детали к приспособлению.
2.1.2. Расчет приспособления на точность
Погрешность приспособления, которая не должна превышать половины поля допуска на получаемый размер определим исходя из суммарной погрешности обработки Då, мкм,. По методике [ ] величена суммарной погрешности обработки по диаметральным и продольным размерам в общем виде в серийном производстве определяется по формуле
Då=Dи+Dн+(D2сл+e2у)1/2, где Då=d=1 мм;
Dи-погрешность обработки, обусловленная износом режущего инструмента, мкм;
Dсл - мгновенная погрешность обработки, мкм;
Dн - погрешность настройки станка, мкм;
eу - погрешность установки заготовки, мкм.
Погрешность обработки обусловленную износом режущего инструмента по методике [ ] рекомендуется определять при помощи таблицы 3.3, стр.123.
Dи=uo.фр×l/1000, где uo.фр-относительный износ инструмента при фрезеровании, мкм/км;
l -путь резания, м.
L×B×n
l= ¾¾¾¾¾¾¾ ,
(1000×sпр)
uo.фр=(1+100/В)×uo, где uo- относительный износ инструмента при точении, мкм/км; uo=13 мкм/км,
В - ширина фрезерования, мм; В=80 мм,
L - расчетная длина обработки с учетом пути врезания и перебега режущего инструмента, мм; L=92 мм,
sпр- продольная подача инструмента, мм/об; sпр=1,5 мм/об,
n - количество деталей в партии, обрабатываемой в период между подналадками станка, шт; n=59 шт.
uo.фр=2,25×13=29,25 мкм/км,
l= 7360×59/1500= 289,49 м,
Dи=29,25×4,9/1000=8,5 мкм.
По методике [ ] значения мгновенной погрешности обработки Dсл рекомендуется определять по таблице 3.6-3.10, стр.125. Dсл=35 мкм.
При обработке деталей в специальных приспособлениях на фрезерных станках фреза устанавливается с помощью щупа по установу закрепленному на его корпусе. Погрешность настройки по установу будет зависеть от совокупного влияния погрешностей изготовления установа Dэ, мкм и щупа Dщ, мкм, а также точности установки фрезы по щупу Dуст. ин, мкм. В этом случае погрешность настройки определяется аналогично определению ее при статической настройки по эталону.
Dн= (Dэ+ Dщ+ Dуст. ин)1/2.
Значения Dуст. ин принимаются по таблице 3.14, [ ], Dэ и Dщ- по таблице 3.17, [ ].
Dуст. ин=20 мкм, Dэ=5 мкм, Dщ=5 мкм.
Dн=21 мкм.
Погрешность установки заготовки на выполняемой операции или переходе определяется по формуле
eу=(eб+eз+eпр)1/2, где eб- погрешность базирования, мкм; eб=650 мкм,
eз- погрешность закрепления, мкм; eз=350 мкм,
eпр- погрешность положения заготовки, является следствием неточности изготовления станочного приспособления и износа его установочных элементов, а также погрешности установки самого приспособления на станке, мкм.
В итоге получаем формулу для расчета eпр, мкм.
eпр=((Då-Dн-Dи)2-D2сл-e2б-e2з)1/2£d/2.
eпр=(0,9-0,001225-0,4225-0,1225)1/2,
eпр= 0,454 мм £d/2.
В результате определили, погрешность приспособления не превышает d/2.
2.1.3 Расчет необходимого усилия зажима
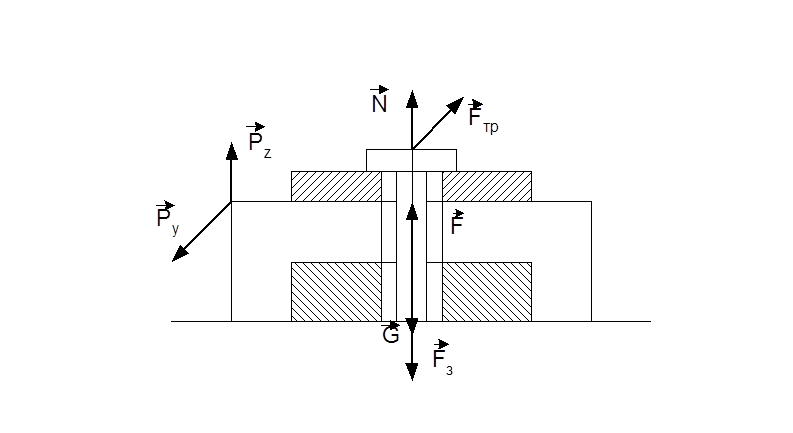
Рисунок 2.1-Схема сил, действующих на заготовку сил, при работе торцевой фрезой.
При фрезеровании на заготовку действуют со стороны фрезы силы резания Pz,Н и Py,Н. Сила Pz стремится оторвать заготовку от установочной плоскости, а сила Py стремится повернуть заготовку. Со стороны установочной плоскости на заготовку действуют реакция опоры N,Н и сила трения Fтр,Н. Также на заготовку воздействует сила тяжести G,Н, сила закрепления Fз,Н и сила сопротивления возвратной пружины, Н.
Силу резания Pz=3440,13 H, смотри пункт 1.7.Составляющую силы резания Рy можно определить из соотношений см.[4] ,c.292:
Рy = 0.9 × 3440,13 = 3096,117 Н.
Необходимое усилие зажима определим из суммы проекций сил на оси координат.
åFzi=0; Pz+N-G-Fз+F=0.
åFyi=0; Py-Fтр=0.
Fтр=f×N,
Fз=Pz+Py/f-G, где G=m×g=8,2×9,81=80,442 Н.
Fз=18840,273 Н.
Определим коэффициент запаса К.
К=К0×К1×К2×К3×К4×К5, где К0- гарантированный коэффициент запаса для всех случаев; К=1,5,
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.