Время на организационное обслуживание рабочего места состаляет 1,7% от оперативного времени [табл.5.21, с.212]:
Время на техническое обслуживание рабочего места 2,2% от оперативного по отношению к периоду стойкости инструмента [табл.5.19, с.211]:
Время на отдых и личные потребности составляет 5% от оперативного:
 [табл.6.2, с.215]
[табл.6.2, с.215]
Штучное время на операцию:
Тшт = 0,81 + 0,014 + 0,12 + 0,041 = 0,99 мин
Технологические нормы времени по каждой операции выбираем по справочным таблицам [6]. Значения занесем в табл. 9.1.
Таблица 9.1- Сводная таблица технических норм времени по операциям, мин.
|
№ |
Наименование операций |
Тосн. |
Вспомогат. время |
Топер |
Тобсл |
Тотд |
Тшт |
|||
|
Туст |
Тупр |
Тизм |
Ттехн |
Торг |
||||||
|
005 |
Фрез.-центров. |
0,56 |
0,095 |
0,02 |
0,043 |
0,8 |
0,056 |
1,01 |
||
|
010 |
Токарно-копир. |
0,75 |
0,13 |
0,095 |
0,056 |
1,17 |
0,082 |
1,25 |
||
|
015 |
Токарно-копир. |
1,5 |
0,13 |
0,095 |
0,056 |
1,92 |
0,134 |
2,05 |
||
|
020 |
Токарно-копир. |
1,94 |
0,13 |
0,105 |
0,091 |
2,43 |
0,18 |
2,61 |
||
|
025 |
Токарная |
0,17 |
0,13 |
0,095 |
0,014 |
0,53 |
0,037 |
0,57 |
||
|
035 |
Накатная |
0,76 |
0,2 |
0,02 |
0,08 |
1,31 |
0,09 |
1,4 |
||
|
040 |
Накатная |
2,52 |
0,2 |
0,02 |
0,08 |
3,11 |
0,22 |
3,33 |
||
|
085 |
Круглошлиф. |
0,44 |
0,13 |
0,06 |
0,027 |
0,77 |
0,11 |
0,013 |
0,039 |
0,93 |
|
090 |
Круглошлиф. |
0,48 |
0,13 |
0,06 |
0,027 |
0,81 |
0,12 |
0,014 |
0,041 |
0,99 |
|
095 |
Шлифовальная |
1,07 |
0,13 |
0,06 |
0,039 |
1,41 |
0,21 |
0,024 |
0,071 |
1,72 |
|
100 |
Круглошлиф. |
1,34 |
0,13 |
0,06 |
0,027 |
1,67 |
0,25 |
0,028 |
0,084 |
2,03 |
|
105 |
Круглошлиф. |
0,58 |
0,13 |
0,06 |
0,027 |
0,91 |
0,13 |
0,015 |
0,046 |
1,1 |
Потребное количество единиц оборудования для данной операции определяется по формуле:
mp = Тшт × Nг /(60×Fг),
Расчетное количество единиц оборудования mp округляется в большую сторону до величины mп.
Коэффициент загрузки станка определяется:
hз =mр / mп .
Коэффициент использования оборудования по основному (технологическому) времени определяется для серийного производства как отношение основного времени к штучно-калькуляционному времени:
hо = То / Тшт .
Этот коэффициент характеризует уровень механизации технологической операции.
Коэффициент использования станков по мощности привода представляет собой отношение необходимой мощности привода станка к фактической мощности установленного на станке привода главного движения:
hм = Рн / Рст
Результаты расчетов сведем в табл. 10.1.
Таблица 10.1.-Расчет коэффициентов использования оборудования
|
№ оп. |
То, мин |
Тшт, мин |
mP |
mП |
hЗ |
hо |
Рн, кВт |
Рст, кВт |
hМ |
|
005 |
0,56 |
1,01 |
0,39 |
1 |
0,39 |
0,55 |
3,45 |
11 |
0,31 |
|
010 |
0,75 |
1,25 |
0,48 |
1 |
0,48 |
0,6 |
3,63 |
5 |
0,73 |
|
015 |
1,5 |
2,05 |
0,79 |
1 |
0,79 |
0,73 |
3,18 |
5 |
0,64 |
|
020 |
1,94 |
2,61 |
1,01 |
2 |
0,51 |
0,74 |
4,63 |
5 |
0,93 |
|
025 |
0,17 |
0,57 |
0,22 |
1 |
0,22 |
0,3 |
1,7 |
5 |
0,34 |
|
035 |
0,76 |
1,4 |
0,54 |
1 |
0,54 |
0,54 |
- |
- |
- |
|
040 |
2,52 |
3,33 |
1,27 |
2 |
0,64 |
0,76 |
- |
- |
- |
|
085 |
0,44 |
0,93 |
0,36 |
1 |
0,36 |
0,47 |
1,88 |
3,2 |
0,59 |
|
090 |
0,48 |
0,99 |
0,38 |
1 |
0,38 |
0,49 |
1,88 |
3,2 |
0,59 |
|
095 |
1,07 |
1,72 |
0,66 |
1 |
0,66 |
0,62 |
2,25 |
3,2 |
0,70 |
|
100 |
1,34 |
2,03 |
0,78 |
1 |
0,78 |
0,66 |
1,88 |
3,2 |
0,59 |
|
105 |
0,58 |
1,1 |
0,42 |
1 |
0,42 |
0,53 |
1,34 |
3,2 |
0,42 |
|
Итого |
12,11 |
18,98 |
- |
14 |
7,32 |
6,99 |
- |
- |
5,84 |
hз ср =åhзi / åmпрi ;
hз ср = 7,32/14 = 0,52;
ho ср =åhoi / åmпрi ;
ho ср = 8,49/14 = 0,61;
hm ср =åhmi / åmпрi ;
hm ср = 6,77/11 = 0,62.
Для наглядности построим диаграммы:
hЗ, %
|
100 |
||||||||||||
|
80 |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|||||||
|
40 |
|
|
|
|
|
|||||||
|
20 |
||||||||||||
|
Модели станков |
2Г942 |
1Н713 |
1Н713 |
1Н713 |
1Н713 |
МПКТИ |
МПКТИ |
3М151 |
3М151 |
3Т161 |
3В161 |
3В161 |
|
Количество станков |
1 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
|
№ операции |
005 |
010 |
015 |
020 |
025 |
035 |
040 |
085 |
090 |
095 |
100 |
105 |
Рис.10.1 - Диаграмма загрузки оборудования.
hо, %
|
100 |
||||||||||||
|
80 |
|
|
|
|
|
|
||||||
|
hо ср |
||||||||||||
|
60 |
|
|
|
|
|
|||||||
|
40 |
|
|||||||||||
|
20 |
||||||||||||
|
Модели станков |
2Г942 |
1Н713 |
1Н713 |
1Н713 |
1Н713 |
МПКТИ |
МПКТИ |
3М151 |
3М151 |
3Т161 |
3В161 |
3В161 |
|
Количество станков |
1 |
1 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
|
№ операции |
005 |
010 |
015 |
020 |
025 |
035 |
040 |
085 |
090 |
095 |
100 |
105 |
Рис.10.2- Диаграмма использования оборудования по основному времени.
hо, %
|
100 |
|
|||||||||
|
|
|
|
|
|||||||
|
hо ср |
||||||||||
|
60 |
|
|
|
|
||||||
|
40 |
|
|
||||||||
|
20 |
||||||||||
|
Модели станков |
2Г942 |
1Н713 |
1Н713 |
1Н713 |
1Н713 |
3М151 |
3М151 |
3Т161 |
3В161 |
3В161 |
|
Количество станков |
1 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
|
№ операции |
005 |
010 |
015 |
020 |
025 |
085 |
090 |
095 |
100 |
105 |
Рис.10.3- Диаграмма использования оборудования по мощности.
450
![]() Т, мин
Т, мин
|
|
|||||||||||||
|
80 |
|||||||||||||
|
60 |
|
|
|
|
|||||||||
|
40 |
|
||||||||||||
|
20 |
|
|
|
||||||||||
|
Материал режущей части |
Т15К6 |
Р6М5 |
Т15К6 |
Т15К6 |
Т15К6 |
Т15К6 |
Т15К6 |
Т15К6 |
24А |
24А |
24А |
24А |
24А |
|
Инстру- мент |
Фреза торц. |
Сверло центр. |
Резец прох. |
Резец канав. |
Резец прох. |
Резец прох. |
Резец канав. |
Резец канав. |
Шлиф. круг |
Шлиф. круг |
Шлиф. круг |
Шлиф. круг |
Шлиф. круг |
|
Переход |
1 |
2 |
1 |
2 |
1 |
1 |
2 |
1 |
1 |
1 |
1 |
1 |
1 |
|
№ операции |
005 |
010 |
015 |
020 |
025 |
085 |
090 |
095 |
100 |
105 |
|||
Рис.10.4- Диаграмма стойкости инструмента.
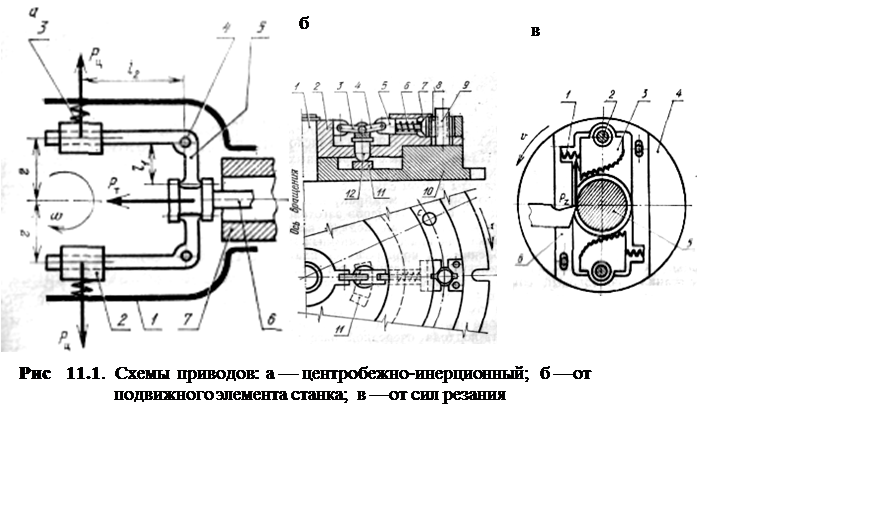 Схемы центробежно-инерцинных приводов и приводов от движущихся элементов
станков и сил обработки приведены на рис. 11.1. Центробежно-инерционные приводы
приспособленийцелесообразно использовать на быстроходных станках
токарной группы.
Схемы центробежно-инерцинных приводов и приводов от движущихся элементов
станков и сил обработки приведены на рис. 11.1. Центробежно-инерционные приводы
приспособленийцелесообразно использовать на быстроходных станках
токарной группы.
Эти приводы не требуют дополнительных источников энергии, простыв изготовлениии эксплуатации, включаются автоматически. Грузы 2 (рис. 11.1 а) надеты на длинные плечи рычагов 5, короткие плечи связаны с тягой 6, пропущенной через полость шпинделя 7 станка. При вращении шпинделя грузы расходятся, возникающая центробежная сила Рцповорачивает рычаги вокруг осей 4. При этом тяга 6 перемещается и приводит в действие зажимное устройство приспособления, установленного на переднем конце шпинделя станка. Возвращение грузов в исходное положение и открепление заготовки осуществляются пружинами 3, опирающимися в корпус 1 привода. Регулирование силы зажима заготовок производится перемещением грузов по длинным плечам рычагов.
Расчет производим по методике [6].
Обеспечиваемую приводом силу Рт (Н) на тяге 6 можно рассчитывать по формуле:
Рт= (Grωг/q-Рц) l2/l1·η·n,
где ω — угловая скорость вращения шпинделя,(20 рад/с); G— вес груза, Н; r— радиус траектории (окружности) вращения грузов, м; q— ускорение свободного падения, м/с2; Рп — сила сопротивления пружины,(1250Н);l2,l1— плечи рычагов (см. рис. 11.1a), мм;η— кпд [η] = 0,9...0,95); п — число грузов.
Рт=(5,65·9,8·0,8·202 /9,8-1250)·165/80·0,9·2=4312 Н .
12 Технико-экономический расчёт
Определим стоимость операций механической обработки, по методике [3] в ценах 1987 года. Полученные данные сведем в таблицу 12.1.
Таблица 12.1.Стоимость операций механической обработки.
|
Номер опера-ции |
Sзi, руб/ч |
Sчзi, руб/ч |
Ксi, руб/ч |
Кзi, руб/ч |
Ен |
Sпз, руб/ч |
Тшт i, мин |
Сoi, руб |
|
005 |
1,78 |
0,446 |
3,308 |
5,04 |
0,15 |
7,95 |
1,01 |
0,103 |
|
010 |
1,78 |
0,446 |
2,06 |
4,26 |
0,15 |
5,96 |
1,25 |
0,095 |
|
015 |
1,78 |
0,446 |
2,06 |
4,26 |
0,15 |
5,96 |
2,05 |
0,157 |
|
020 |
1,78 |
0,446 |
2,06 |
4,26 |
0,15 |
5,96 |
2,61 |
0,199 |
|
025 |
1,78 |
0,446 |
2,06 |
4,26 |
0,15 |
5,96 |
0,51 |
0,044 |
|
035 |
1,96 |
4,08 |
23,42 |
12,3 |
0,15 |
9,73 |
1,40 |
0,17 |
|
040 |
1,96 |
4,08 |
23,42 |
12,3 |
0,15 |
9,73 |
3,33 |
0,41 |
|
085 |
1,61 |
0,446 |
3,71 |
9,02 |
0,15 |
8,98 |
0,94 |
0,108 |
|
090 |
1,61 |
0,446 |
3,71 |
9,02 |
0,15 |
8,98 |
0,99 |
0,114 |
|
095 |
1,61 |
0,446 |
7,23 |
14,00 |
0,15 |
15,01 |
1,72 |
0,330 |
|
100 |
1,61 |
0,446 |
3,27 |
3,74 |
0,15 |
7,52 |
2,03 |
0,196 |
|
105 |
1,61 |
0,446 |
3,27 |
3,74 |
0,15 |
7,52 |
1,10 |
0,106 |
|
∑C0i |
2,03 |
Технологическая себестоимость:
Ст = Sзаг + åСоi;
Ст = 0,578 + 2,03 = 2,608 руб.
Определяем максимальное количество рабочих
Rmax = S Тшт Nг / 60∙1956;
Rmax = (18,98∙90000)/(60∙1956) = 14,6 чел.
Число наладчиков на участке:
Н = Smп (0,16¼0,2);
Н = 14∙0,16 = 2,56 чел.
Принимаем количество станочников R=14 и количество наладчиков
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.










 100
100