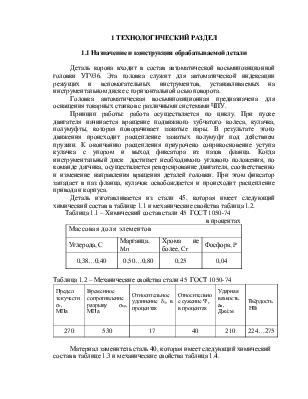
Деталь изготавливается из стали 45, которая имеет следующий химический состав в таблице 1.1 и механические свойства таблица 1.2.
Таблица 1.1 – Химический состав стали 45 ГОСТ 1050-74
в процентах
|
Массовая доля элементов |
|||
|
Углерода, С |
Марганца, Mn |
Хрома не более, Cr |
Фосфора, P |
|
0,38…0,40 |
0,50…0,80 |
0,25 |
0,04 |
Таблица 1.2 – Механические свойства стали 45 ГОСТ 1050-74
|
Предел текучести σт, МПа |
Временное сопротивление разрыву σвр, МПа |
Относительное удлинение δ5, в процентах |
Относительное сужение Ψ, в процентах |
Ударная вязкость ан, Дж/см |
Твёрдость НВ |
|
270 |
530 |
17 |
40 |
210 |
224…275 |
Материал заменитель сталь 40, которая имеет следующий химический состав в таблице 1.3 и механические свойства таблица 1.4.
Таблица 1.3 – Химический состав стали 40 ГОСТ 4543-71
в процентах
|
Массовая доля элементов |
|||
|
Углерода, С |
Марганца, Mn |
Хрома не более, Cr |
Фосфора, P |
|
0,42…0,50 |
0,72…0,75 |
65 |
0,17…0,30 |
Таблица 1.4 – Механические свойства стали 40 ГОСТ 4543-71
|
Предел текучести σт, МПа |
Временное сопротивление разрыву σвр, МПа |
Относительное удлинение δ5, в процентах |
Относительное сужение Ψ, в процентах |
Ударная вязкость ан, Дж/см |
Твёрдость НВ |
|
800 |
1000 |
10 |
45 |
64 |
229…285 |
Деталь изготавливается из стали 45. Материал для изготовления детали способен выдерживать нагрузки, которые воспринимает деталь при работе, способен обеспечивать заданную работоспособность детали в процессе всего срока службы.
Тип производства характеризуется коэффициентом
закрепления операций ![]() , который показывает отношение
всех различных технологических операций, выполняемых или подлежащих выполнению
подразделением в течение месяца, к числу рабочих мест.
, который показывает отношение
всех различных технологических операций, выполняемых или подлежащих выполнению
подразделением в течение месяца, к числу рабочих мест.
Располагая штучно-калькуляционным временем,
затраченным на каждую операцию, определяем количество станков ![]() . Для примера выполним расчет для автоматной
токарной операции:
. Для примера выполним расчет для автоматной
токарной операции:
 , где
, где ![]() - годовая программа,
- годовая программа, ![]() шт/год;
шт/год;
![]() - штучно-калькуляционное время, мин;
- штучно-калькуляционное время, мин;
![]() - действительный годовой фонд времени,
- действительный годовой фонд времени,
![]() ;
;
![]() - нормативный коэффициент загрузки
оборудования.
- нормативный коэффициент загрузки
оборудования.
Значение
нормативного коэффициента загрузки оборудования принимаем равным ![]() , что соответствует среднему значению
данного коэффициента. Это не приведет к большим погрешностям в расчетах, а
фактические значения коэффициента загрузки оборудования будут определяться
после детальной разработки технологического процесса.
, что соответствует среднему значению
данного коэффициента. Это не приведет к большим погрешностям в расчетах, а
фактические значения коэффициента загрузки оборудования будут определяться
после детальной разработки технологического процесса.
Затем
устанавливаем принятое число рабочих мест ![]() , округляя
до ближайшего большего целого числа полученное значение
, округляя
до ближайшего большего целого числа полученное значение ![]() .
.
Далее по каждой операции выполняем расчет фактического
коэффициента загрузки оборудования ![]() по формуле
по формуле
 .
.
Количество
операций выполняемых на рабочем месте определяется по формуле
 .
.
Результаты
расчета типа производства сводим в таблицу 1.5. После заполнения всех граф
таблицы подсчитываем суммарные значения для ![]() и
и ![]() , определяем
, определяем ![]() и тип
производства.
и тип
производства.
Коэффициент закрепления операций определяем по формуле
 .
.
Полученное
значение ![]() соответствует крупносерийному типу
производства.
соответствует крупносерийному типу
производства.
Таблица 1.5 – Определение типа производства (базовый)
|
Операция |
|
|
|
|
|
|
|
020 Токарная автомат. |
12,00 |
0,400 |
1 |
0,400 |
1,875 |
2 |
|
030 Токарная автомат |
10,50 |
0,347 |
1 |
0,347 |
2,161 |
3 |
|
040 Токарная с ЧПУ |
8,00 |
0,265 |
1 |
0,265 |
2,830 |
3 |
|
060 Токарная с ЧПУ |
14,00 |
0,463 |
1 |
0,463 |
1,619 |
2 |
|
070 Компл. на о. ц. с ЧПУ |
16,90 |
0,559 |
1 |
0,559 |
1,341 |
2 |
|
090 Компл. на о. ц. с ЧПУ |
17,00 |
0,562 |
1 |
0,562 |
1,335 |
2 |
|
130 Горизонтально- фрезерная |
5,60 |
0,185 |
1 |
0,185 |
1,054 |
2 |
|
180 Токарно-винторезная |
2,02 |
0,016 |
1 |
0,016 |
46,875 |
47 |
|
210 Внутри-шлифовальная |
9,00 |
0,298 |
1 |
0,298 |
2,517 |
3 |
|
220 Токарно-винторезная |
7,94 |
0,270 |
1 |
0,270 |
2,900 |
3 |
|
230 Спец. шлифовальная |
5,60 |
0,185 |
1 |
0,185 |
1,054 |
2 |
|
Итого |
108,56 |
3,55 |
11 |
3,550 |
65,563 |
71 |
Количество деталей в партии для одновременного запуска определяем упрощенным способом по формуле
 , где
, где ![]() - периодичность запуска в днях
(рекомендуются следующие периодичности запуска изделий 3,6,12,24 дней).
Принимаем
- периодичность запуска в днях
(рекомендуются следующие периодичности запуска изделий 3,6,12,24 дней).
Принимаем ![]() .
.
Размер партии необходимо скорректировать с учетом удобства планирования и организации производства. Корректировку размера партии выполняем путем определения расчетного числа смен на обработку всей партии на основных рабочих местах:
 , где
, где
![]() -
среднее штучно-калькуляционное время по основным операциям, мин;
-
среднее штучно-калькуляционное время по основным операциям, мин; ![]()
![]() - действительный фонд времени работы
оборудования в смену, мин;
- действительный фонд времени работы
оборудования в смену, мин;
![]() - нормативный
коэффициент загрузки станков в серийном производстве.
- нормативный
коэффициент загрузки станков в серийном производстве.
Расчетное число смен округляем до принятого целого
числа ![]() . Тогда число деталей в партии, необходимое
для загрузки оборудования на основных операциях в течение целого числа смен:
. Тогда число деталей в партии, необходимое
для загрузки оборудования на основных операциях в течение целого числа смен:
 , принимаем 40 шт.
, принимаем 40 шт.
Деталь – корона, изготовлена из углеродистой стали 40 и проходит термическую обработку, что имеет большое значение в отношении короблений, возможных при нагревании и охлаждении детали.
В качестве исходной заготовки используется поковка. Так как заготовка имеет отверстие, то в нем допускается уклон не более 10˚.
Не технологичным в конструкции детали является канавка, которая выполняется на поверхности Ø199,7 по отношению к отверстию Ø193,2, так как толщина стенки отделяющая канавку от отверстия составляет 3,5 мм. При обработке поверхности Е выпуклость не допускается.
Остальные обрабатываемые поверхности с точки зрения обеспечения точности и шероховатости не представляет технологических трудностей, а так же обеспечивается свободный доступ инструмента к этим поверхностям.
Технологичность конструкции детали оценивается по двум видам
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.