2. КОНСТРУКТОРСКИЙ РАЗДЕЛ
2.1 Приспособление для фрезерования лысок
2.1.1 Назначение, описание конструкции и принцип действия приспособления
Приспособление фрезерное двухместное предназначено для фрезерования последовательно двух лысок в детали на операции 120 вертикально – фрезерная (станок 6Т12).
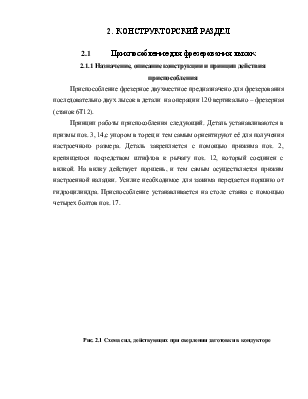
Принцип работы приспособления следующий. Деталь устанавливаются в призмы поз. 3, 14,с упором в торец и тем самым ориентируют её для получения настроечного размера. Деталь закрепляется с помощью прижима поз. 2, крепящегося посредством штифтов к рычагу поз. 12, который соединен с вилкой. На вилку действует поршень, и тем самым осуществляется прижим настроенной наладки. Усилие необходимое для зажима передается поршню от гидроцилиндра. Приспособление устанавливается на столе станка с помощью четырех болтов поз. 17.
Рис. 2.1 Схема сил, действующих при сверлении заготовки в кондукторе
2.1.2 Расчет необходимого усилия зажима![]()
Определим усилие зажима в приспособлении для закрепления деталей на операции 120 вертикально – фрезерная.
Силу резания, возникающую при фрезеровании определим по формуле:

где:
Z - число зубьев фрезы;
n - частота вращения фрезы, об/мин;
B - ширина фрезерования, мм;
t - глубина фрезерования, мм;
D - диаметр фрезы, мм;
Кмр - коэффициент, учитывающий качество обрабатываемого материала;
Кмр = (НВ /190)n = (256/190)0,4 = 1,13 .
Определяем показатели степеней q, x, y, u, w и коэффициент Ср:
Cp = 54,5; x = 0,9; y = 0,74; u = 1; q = 1; w = 0; B = 22 мм; Sz = 0,3 мм/зуб; Z = 10; t = 3 мм.
Тогда сила резания Pz будет равна:

Составляющую силу резания Рx можно определить из соотношений:
Рy = 0,5 × 1408 = 704 Н
Необходимое усилие зажима, определим по формуле:
где:
f1 = 0,16 - коэффициент трения между деталью и опорой;
К - коэффициент запаса;
L1 = 70 мм – расстояние между центром оправки и силой резания;
W1 – сила, необходимая для преодоления сил резания;
K = K0 × K1 × K2 × K3 × K4 × K5 × K6
где:
К0 = 1,5 - гарантированный коэффициент запаса;
К2 = 1,2 - коэффициент, учитывающий неравномерность сил резания;
К1 = 1,3 - коэффициент, учитывающий увеличение сил резания вследствие затупления режущего инструмента;
К3 =1,2 - коэффициент, учитывающий увеличение сил резания при прерывистом фрезеровании;
К4 = 1,2 - коэффициент, учитывающий непостоянство силы, развиваемой зажимным механизмом;
K5 = 1 - коэффициент, учитывающий эргономику приспособления;
К6 = 1 - коэффициент, учитывающий при наличии моментов, стремящихся повернуть заготовку, установленную плоской поверхностью.
Коэффициент запаса будет равен:
К = 1,5 × 1,2 × 1,3 × 1,2 × 1,2 × 1 × 1 = 3,4 .
Тогда:
 .
.
Определим силу зажима, которую необходимо развить гидроцилиндром для преодоления сил резания:
где:
l3 = 40 мм, l2 = 40 мм – плечи рычага, передающего силу зажима;
Тогда:
Диаметр поршня гидроцилиндра находим из формулы:

где:
D - диаметр поршня гидроцилиндра, мм;
P = 5 МПа - давление масла в системе ;
h = 0,85 - К.П.Д гидросистемы.
По ГОСТ 16683-71 принимаем ближайший больший диметр гидроцилиндра D =50 мм;
Рассчитываем тянущую силу поршневого привода с учетом выбранного диаметра цилиндра:
 .
.
Так как Q>W -следовательно приспособление обеспечивает необходимую силу зажима.
2.1.3 Расчёт приспособления на точность
Расчет приспособления на точность на операции 120 вертикально – фрезерная.
Для расчета применяем формулу:
![]()
где:
d = 0,2 - допуск на выдерживаемый размер, мм;
К = 1 - коэффициент, учитывающий возможное отступление от нормального распределения отдельных составляющих;
К1 = 0,8 – коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках;
eб = 0,072 - погрешность базирования, так как не совмещаются установочная и измерительная базы;
eз = 0,05 - погрешность закрепления, мм;
eизн = 0,01 - погрешность из-за износа установочных элементов приспособления, мм;
eу=0,01 погрешность установки приспособления, мм;
eп = 0,007 - погрешность смещения режущего инструмента, т.к. отсутствуют
направляющие элементы проектирования;
K2 = 0,6- коэффициент, учитывающий долю погрешности обработки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.