















































помощью параметра п2 учитывается и ограничивается объем незавершенного производства и связывания оборотных средств. Меньший из двух параметров обозначают nmin, а больший - птах.
Расчетная периодичность повторения партий деталей (дн.):
Ip=22mmin /NM = 22- 992,77/(15000/24)^35 дней.
Ближайшее большее нормативное значение равно /„ = 66 дня.
Рассчитаем размер партии согласно условию:
п = Ih*Nm /22 - 66-625/ 22 « 1875 шт.
при условии nmin <п <птах.
Так как условие выполняется, значит, размер партии определен верно.
4 ВЫБОР СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВКИ С ЭКОНОМИЧЕСКИМ ОБОСНОВАНИЕМ
На выбор способа метода получения заготовки оказывают влияние: материал детали, её назначение и технические требования на изготовление, объём и серийность выпуска, форма поверхностей и размеры детали.
Оптимальный метод получения заготовки, обеспечивающий технологичность изготовления из неё детали, при минимальной себестоимости последней, считается оптимальным. Основное требование, предъявляемое к методу получения заготовки - наибольшее приближение формы и размеров заготовки к форме и размерам готовой детали .Чем меньше разница в размерах детали и заготовки, тем меньше трудоёмкость последующей мехобработки.
Заготовку для данной детали на заводе получают открытой (облойной) штамповкой на кривошипном горячештамповочном прессе. При среднесерийном типе производства и для данного технологического процесса этот способ получения заготовки можно считать оптимальным. Этот способ позволяет получить требуемый класс точности-Т4 ГОСТ 7505-89. Согласно [3] штамповка на кривошипных прессах в 2...3 раза производительнее штамповки на молотах, припуски и допуски уменьшаются на 20.. .35%, а расход металла на паковки - на 10... 15% .
Способ штамповки на прессе наиболее прогрессивен и экономичен. Он позволяет получить точную штамповку с минимальной последующей обработкой резанием, значительно снизить себестоимость штамповки и наиболее полно отвечает современным требованиям машиностроительного производства. Одними из основных показателей эффективности кузнечно-штамповочного производства являются коэффициент весовой точности и коэффициент использования материла.
Коэффициент весовой точности характеризует трудоемкость последующей обработки резанием, а коэффициент использования материала - степень экономичности принятой технологии.
В результате исходного способа получения заготовки детали будут получаться более точные, значительно сократится и трудоемкость их последующей обработки резанием, а также существенно повысится коэффициент использования материала (приблизительно на 25%).
Данную заготовку можно получить штамповкой на молоте. Рассмотрим эти два способа получения заготовки.
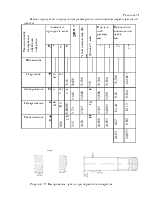
Дополнительные данные заносим в таблицу 4.1
Таблица 4.1
Дополнительные исходные данные
|
Наименование показателей |
Варианты |
|
|
Базовый (1) |
Проектный (2) |
|
|
Класс точности |
Т4 |
Т4 |
|
Группа сложности |
С2 |
С2 |
|
Масса заготовки Q, кг |
1,192 |
1,37 |
|
Стоимость 1 тонны заготовок принятых за базу S, руб. |
375 |
375 |
|
Стоимость 1 тонны стружки Sotx, руб. |
23 |
23 |
|
Коэффициент использования материала |
0,77 |
0,66 |
ле:
Себестоимость заготовок, получаемых штамповкой, определяется по форму-
4000
кмкп) -
1000
Где S - базовая стоимость 1 т заготовок, S = 375 руб.;
Q - масса заготовки, кг ; q - масса готовой детали, кг;
кт, кс, кв, км, кп - коэффициенты, зависящие соответственно от класса точности, группы сложности, массы, марки материала и объема производства заготовок;
S0TX- стоимость 1 т отходов, Sqtx = 23 руб.
Методика расчета и цены взяты согласно [3].
Базовый заводской коэффициент использования материала равен 0,77. При планируемом понижении коэффициента использования материала на 15% для штамповки на прессе он будет равен 0,77-0,85= 0,66. Тогда масса заготовки для штамповки на молоте составит 0,92/0,66 = 1,37 кг.
Для базового варианта изготовления заготовки: Q= 1,192кг; q-0,92 кг; kf=l,05;kc=0,%3;kB=l,0; £д/=1,22; А:я=1,0.
Для принятого варианта изготовления заготовки: ^= 1,37кг; д=0,92 кг;
Себестоимость заготовки для базового варианта:
375 л 1М 1,05-0,83-1,0-1,22-1,0)-(1,192-0,92)--^-=0,47 руб.
1000 Себестоимость заготовки для нового варианта:
1,37-1,05-0,83.1,0.1,
23
Годовой экономический эффект от базового метода штамповки в закрытых штампах равен:
Эзаг = (S3a? 1 - S3az 0)Nr = (0,54- 0,47) • 15000 = 1050 руб.
Таким образом, при введении нового метода штамповки на молоте предпри
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.