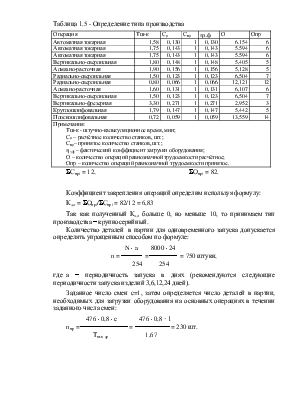




















Количество деталей в партии для одновременного запуска допускается определять упрощенным способом по формуле:
N × a 8000 × 24
n = ¾¾¾ = ¾¾¾¾ = 750 штуки,
254 254
где а - периодичность запуска в днях (рекомендуются следующие периодичности запуска изделий 3,6,12,24 дней).
Заданное число смен c=1, затем определяется число деталей в партии, необходимых для загрузки оборудования на основных операциях в течении заданного числа смен:
476 × 0,8 × с 476 × 0,8 · 1
nпр = ¾¾¾¾¾¾¾ = ¾¾¾¾¾ = 230 шт.
Тш-к ср 1,67
1.3 Анализ технологичности конструкции детали
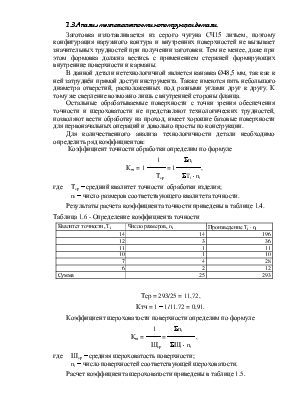
Заготовка изготавливается из серого чугуна СЧ15 литьем, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Тем не менее, даже при этом формовка должна вестись с применением стержней формирующих внутренние поверхности и карманы.
В данной детали нетехнологичной является канавка Ø48,5 мм, так как к ней затруднён прямой доступ инструмента. Также имеются пять небольшого диаметра отверстий, расположенных под разными углами друг к другу. К тому же сверление возможно лишь с внутренней стороны фланца.
Остальные обрабатываемые поверхности с точки зрения обеспечения точности и шероховатости не представляют технологических трудностей, позволяют вести обработку на проход, имеет хорошие базовые поверхности для первоначальных операций и довольно просты по конструкции.
Для количественного анализа технологичности детали необходимо определить ряд коэффициентов:
Коэффициент точности обработки определим по формуле
1 Sni
Ктч = 1 - ¾¾ = 1- ¾¾¾,
Тср STi × ni
где Тср - средний квалитет точности обработки изделия;
ni - число размеров соответствующего квалитета точности.
Результаты расчета коэффициента точности приведены в таблице 1.4.
Таблица 1.6 - Определение коэффициента точности
|
Квалитет точности, Ti |
Число размеров, ni |
Произведение Ti × ni |
|
14 |
14 |
196 |
|
12 |
3 |
36 |
|
11 |
1 |
11 |
|
10 |
1 |
10 |
|
7 |
4 |
28 |
|
6 |
2 |
12 |
|
Сумма |
25 |
293 |
Тср = 293/25 = 11,72,
Ктч = 1 - 1/11.72 = 0,91.
Коэффициент шероховатости поверхности определим по формуле
1 Sni
Кш = ¾¾ = ¾¾¾¾ ,
Шср SШi × ni
где Шср - средняя шероховатость поверхности;
ni - число поверхностей соответствующей шероховатости.
Расчет коэффициента шероховатости приведены в таблице 1.5.
Таблица 1.7 - Определение коэффициента шероховатости
|
Шероховатость, Шi |
Число поверхностей ni |
Произведение Шi × ni |
|
10 |
9 |
90 |
|
5 |
4 |
20 |
|
2,5 |
6 |
15 |
|
1,25 |
1 |
1,25 |
|
Сумма |
20 |
126,25 |
20
Кш = ¾¾ = 0,158.
126,25
Коэффициент использования материала Ки.м рассчитывается по формуле:
М 1,3
Ки.м = ¾¾ = ¾¾ = 0,38,
Мм 3,4
где М - масса готовой детали, кг;
Мм - масса материала, израсходованного на изготовление детали, кг.
1.4 Выбор и технико-экономическое обоснование метода получения заготовки
Деталь изготавливается из серого чугуна СЧ15, обладающего хорошими литейными свойствами. Поэтому целесообразно получать заготовку литьем в земляные формы или кокиль. Так как годовой объем выпуска достаточно невелик, предпочтение отдается наиболее дешевому способу - литье в земляные формы.
Стоимость заготовки определим по формуле
Сi Sотх
Sзаг = ( ¾¾ × Q × Кт × Кс × Кв × Км × Кп ) -(Q - q) × ¾¾¾,
1000 1000
где Сi - базовая себестоимость 1 т. заготовок, руб.;
Кт - коэффициент, зависящий от точности отливки;
Км - коэффициент, зависящий от марки материала;
Кс - коэффициент, зависящий от группы сложности отливки;
Кв - коэффициент, зависящий от массы отливки;
Кп - коэффициент, зависящий от объема производства.
Литье в земляные формы
С = 1887000 руб./т, Кт = 1, Км = 1, Кс = 0,83, Кв = 0,91, Кп = 1,2.
1887000 83500
Sзаг 1= ( ¾¾¾¾·3,4×1×0,83×0,91×1×1,2) - (3,4-1,3) × ¾¾¾ =5640 руб.
1000 1000
Литье в кокиль
Учитывая то, что литьё в кокиль, получаем 8% экономию материала в результате уменьшения припусков по сравнению с литьём в земляные формы. Т.е. Q = 3,1 кг.
С = 2642000 руб./т., Кт = 1.1, Км = 1, Кс = 0.83, Кв = 0,91, Кп = 1,2.
2642000 83500
Sзаг 2= ( ¾¾¾¾ ·3,1 ×1,1×0,83×1×0,91×1,2) -(3,1-1,3) × ¾¾¾ =7932 руб.
1 000 1000
Результаты расчётов по разным вариантам методов получения заготовки сведём в таблицу 1.6.
Таблица 1.8 - Сравнение методов получения заготовок
|
Наименование показателей |
Базовый вариант |
Проектируемый вариант |
|
Вид заготовки |
Литье в земляные формы |
Литье в кокиль |
|
Группа сложности |
2 |
2 |
|
Масса заготовки, кг. |
3,4 |
3,1 |
|
Стоимость 1 т. заготовок, принятых за базу Сi, руб. |
1887000 |
2642000 |
|
Стоимость 1т. стружки, Sотх, руб. |
83500 |
83500 |
Экономический эффект для сопоставляемых способов получения заготовок
![]()
где: Sзаг1 и Sзаг2 – стоимость сопоставляемых заготовок, тыс. руб;
N – программа выпуска;
![]() тыс. руб.
тыс. руб.
1.5 Анализ базового и технико-экономическое обоснование
предлагаемого варианта технологического процесса
Базовый технологический процесс выполняется в условиях крупносерийного производства. В качестве заготовки была выбрана отливка, что соответствует данному типу производства, т. к применяются заготовки максимально приближенные по своей форме к форме готовой детали.
В базовом варианте технологического процесса первой стоит операция автоматная токарная, на которой подготавливаются чистовые базы для последующей обработки. Возможно включить черновые переходы в последующие токарные операции. Нарезание резьбы в базовом техпроцессе выполняют на вертикально-сверлильном станке 2Н135. Данную операцию тоже можно включить в предыдущую автоматную токарную. Заключительную плоскошлифовальную операцию можно ввести в алмазно
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.