серийном и особенно массовом произ'вдостве эти недостатки отсутствуют.
Закалку при нагреве токами -высокой частоты широко применяют на заводах. Например, коленчатые валы, распределительные -валики, шестерни и многие другие
2Т8детали автомобиля и трактора подвергают индукционной закалке непосредственно в поточной линии механической обработки. Стоимость поверх-постной закалки при нагреве т. в. ч. на 1 кг стали в условиях массового производства *в два-три раза меньше стоимости цементации и в шесть-семь раз меньше стоимости цианироза-ния.
2. ЗАКАЛКА С ГАЗОПЛАМЕННЫМ НАГРЕВОМ
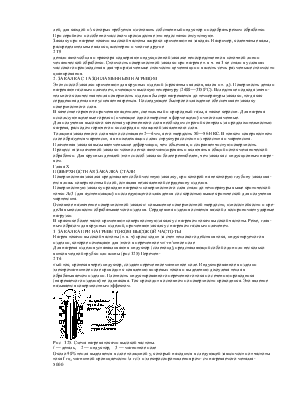
Этот способ закалки применяют для крупных изделий (прокатных валков, валов и т. д.). Поверхность детали -нагревают газовым пламенем, имеющим высокую тепературу (2400—3150°С). Вследствие подвода значительного количества тепла поверхность изделия быстро нагревается до температуры закалки, тогда как сердцевина детали не успевает нагреться. Последующее быстрое охлаждение обеспечивает закалку поверхностного слоя.
В качестве горючего применяют ацетилен, светильный и природный газы, а также керосин. Для нагрева используют щелевые горелки (имеющие одно отверстие в форме щели) и многопламен-ные.
Для получения высокого качества упрочненного слоя необходим строгий контроль за продолжительностью нагрева, расходом горючего и кислорода и толщиной з а юа л енного слоя.
Толщина закаленного слоя часто составляет 2—4мм, а его твердость 50—56 HRC. В тонком поверхностном слое образуется мартенсит, а в нижележащих слоях структура состоит из троостита и мартенсита.
Пламенная закалка вызывает меньшие деформации, чем объемная, и сохраняет чистую поверхность.
Процесс газопламенной закалки можно легко автоматизировать и включать в общий поток механической обработки. Для крупных деталей этот способ закалки более рентабелен, чем закалка с индукционным нагревом.
Так, например, сталь, содержащая 0,4% С, после обычной закалки имеет твердость 54—55 HRC, а после индукционной закалки 56—58 HRC. Одновременно повышается предел выносливости. Предел выносливости (при испытании образца с надрезом) для стали с 0,4% С после улучшения составляет 140 Мн/м2 (14 кГ/мм2), а после поверхностной закалки 700 Мн/м2 (70 кГ/мм2). Повышение предела усталости объясняется об разов а«и-ем в закаленном слое остаточных напряжений сжатия, величина которых достигает 500—600 Мн/м2 (50— ЪОкГ/мм2).
Большинство деталей (машин (оси, валы и др.) работает >на изгиб и кручение, при которых максимальные напряжения возникают в поверхностных слоях, где сосредоточены концентраторы 'напряжений. При знакопеременной нагрузке трещина усталости, как правило, возникает на поверхности под влиянием растягивающих напряжений. При образовании на поверхности остаточных напряжений сжатия они уменьшают растягивающие напряжения от внешней нагрузки и повышают предел «выносливости; начало разрушения в этом случае происходит не на поверхности, а под упрочненным слоем. Использование индукционного нагрева позволяет сократить продолжительность термической обработки, а следовательно, увеличить производительность труда, получать изделия без окалины, что уменьшит величину припуска на дальнейшую обработку, и значительно снизить деформацию изделий в процессе термической обработки.
Наряду с этим индукционная закалка создает условия для автоматизации процесса и обеспечивает возможность выполнения термической обработки непосредственно в поточной линии механической обработки без разрыва технологического цикла.
К недостатках метода относится высокая стоимость установки
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.