4.3 Технологический маршрут изготовления данной детали.
Технологический маршрут изготовления данной детали состоит из трёх основных этапов:
1 – Заготовительный, на котором производится исходная заготовка.
В данных условиях производства имеет место отсутствие специальных литейных и т.д. цехов, поэтому возникает необходимость заказа данных заготовок на РУП “МАЗ”.
Заготовка (поковка) изготавливается из стали 15ХГН2ТА на горизонтально-ковочной машине по ГОСТ 7505-74.
После получения поковка проходит обработку дробью в целях очистки от окалины. Затем производится контроль, и если заготовка полностью соответствует требуемым параметрам, то она отправляется в цех-изготовитель данной детали (МСЦ-7).
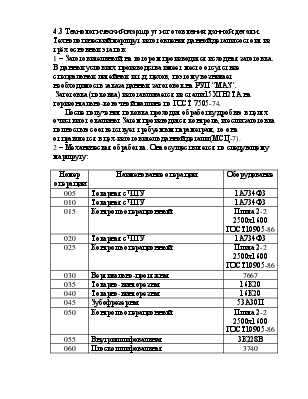
2 – Механическая обработка. Она осуществляется по следующему маршруту:
|
Номер операции |
Наименование операции |
Оборудование |
|
005 |
Токарная с ЧПУ |
1А734Ф3 |
|
010 |
Токарная с ЧПУ |
1А734Ф3 |
|
015 |
Контроль операционный |
Плита 2-2 2500х1600 ГОСТ10905-86 |
|
020 |
Токарная с ЧПУ |
1А734Ф3 |
|
025 |
Контроль операционный |
Плита 2-2 2500х1600 ГОСТ10905-86 |
|
030 |
Вертикально-протяжная |
7667 |
|
035 |
Токарно-винторезная |
16К20 |
|
040 |
Токарно-винторезная |
16К20 |
|
045 |
Зубофрезерная |
53А30П |
|
050 |
Контроль операционный |
Плита 2-2 2500х1600 ГОСТ10905-86 |
|
055 |
Внутришлифовальная |
3К228В |
|
060 |
Плоскошлифовальная |
3740 |
|
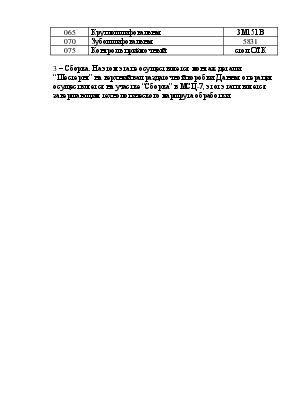
065 |
Круглошлифовальная |
3М151В |
|
070 |
Зубошлифовальная |
5831 |
|
075 |
Контроль приёмочный |
стол ОТК |
3 – Сборка. На этом этапе осуществляется монтаж детали “Шестерня” на верхний вал раздаточной коробки. Данная операция осуществляется на участке “Сборка” в МСЦ-7, этот этап является завершающим технологического маршрута обработки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.