2.7 Технический контроль
В процессе изготовления детали “Муфта” осуществляется технический ступеньчатый контроль. Контроль производят контролёры ОТК специальным измерительным инструментом на оборудованных для этих целей местах.
Рабочее место контролёров включает в себя:
- контрольный стол;
- стеллажи с измерительным инструментом;
- контейнеры для временного хранения проверенных деталей.
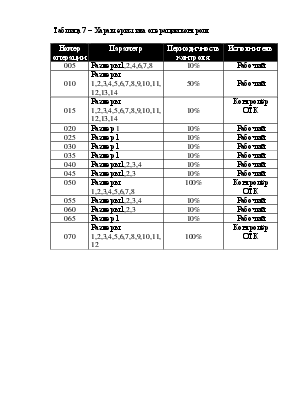
Контроль осуществляется после каждых 2-3 механических операциях.
При изготовлении детали “Муфта” контроль осуществляется 4 раза.
Большое количество контрольных операций абсолютно оправдано, поскольку исключает возможность попадания бракованной детали на дальнейшие стадии механической обработки, а следовательно, исключает дальнейшие убытки от брака.
В целях повышения качества и исключения нежелательного явления – после каждой операции механической обработки рабочий сам осуществляет местный контроль, кторый позволяет выявить брак и при возможности его ликвидировать (если брак исправим). Для этих целей рабочему выдаётся измерительный инструмент (штангенциркуль, колибры-скобы, колибры-пробки, микрометры и т. д.
Технический контроль имеет особо важное значение в работе предприятия. Современный рынок диктует условия, при которых важна не только ценовая политика, но и качество. Поэтому от работы всего подразделения технологического контроля зависит работа предприятия в целом.
Таблица 7 – Характеристика операции контроля
|
Номер операции |
Параметр |
Периодичность контроля |
Исполнитель |
|
005 |
Размеры 1,2,4,6,7,8 |
10% |
Рабочий |
|
010 |
Размеры 1,2,3,4,5,6,7,8,9,10,11, 12,13,14 |
50% |
Рабочий |
|
015 |
Размеры 1,2,3,4,5,6,7,8,9,10,11, 12,13,14 |
10% |
Контролёр ОТК |
|
020 |
Размер 1 |
10% |
Рабочий |
|
025 |
Размер 1 |
10% |
Рабочий |
|
030 |
Размер 1 |
10% |
Рабочий |
|
035 |
Размер 1 |
10% |
Рабочий |
|
040 |
Размеры 1,2,3,4 |
10% |
Рабочий |
|
045 |
Размеры 1,2,3 |
10% |
Рабочий |
|
050 |
Размеры 1,2,3,4,5,6,7,8 |
100% |
Контролёр ОТК |
|
055 |
Размеры 1,2,3,4 |
10% |
Рабочий |
|
060 |
Размеры 1,2,3 |
10% |
Рабочий |
|
065 |
Размер 1 |
10% |
Рабочий |
|
070 |
Размеры 1,2,3,4,5,6,7,8,9,10,11, 12 |
100% |
Контролёр ОТК |
Таблица 8 – Средства измерения и технического контроля
|
Номер операции |
Наимено-вание инстру-мента |
Диапазон измере- ния инстру-мента |
Точность измерения инстру-мента |
Обозначение, ГОСТ |
|
005 |
Штангенциркуль Штанген-глубиномер |
125 440 |
0.05 0.05 |
ШЦ-I-125-0.1-2 ГОСТ166 ШГ-160 ГОСТ 162 |
|
010 Контроль опера-ционный |
Штангенциркуль Штанген-глубиномер Шаблон радиусный Микрометр Угломер |
125 440 25 200 320 |
0.05 0.05 По световой щели 0.002 2 |
ШЦ-I-125-0.1-2 ГОСТ166 ШГ-160 ГОСТ 162 ТУ2-034-228-87 МК 200-2 ГОСТ 6507 Тип 2-2 ГОСТ 5378-88 |
|
020 |
Штанген-глубиномер Меры концевые |
440 330 |
0.05 В пределах допуска |
ШГ-160 ГОСТ 7661-71 3-Н1 ГОСТ9038-90 |
|
025 |
Штангенциркуль Микрометр |
125 300 |
0.05 0.01 |
ШЦ-I-125-0.1-2 ГОСТ166 МЗ 25-2 ГОСТ 6507-71 |
|
030 |
Нутромер Ролик |
75 0.5 |
0.05 0.05 |
НМ 75-175 ГОСТ 10-75 7.51/6.5 |
|
035 |
Шаблон радиусный |
25 |
По световой щели |
РШ-1 ТУ-034 228-87 |
|
040 |
Штанген-глубиномер |
440 |
0.05 |
ШГ-160 ГОСТ 7661-71 |
|
045 |
Пробка |
360 |
В пределах допуска |
ГОСТ 5674-71 |
|
055 Контроль опера-ционный |
Штангенрейсмас Индикатор Штангенциркуль |
400 -- 125 |
0.05 0.002 0.05 |
ШР 400-0.05 ГОСТ 5584-75 ИР В ГОСТ 7661-71 ШЦ-I-125-0.1-2 ГОСТ166 |
|
060 |
Глубиномер индикатор-ный |
160 |
0.05 |
ГИО-100 ГОСТ 7661-67 |
|
065 Контроль приёмоч-ный |
Микрометр Микрометр |
300 25 |
0.01 0.002 |
МЗ 25-2 ГОСТ 6507-78 МК 200-2 ГОСТ 6507-78 |
2.1 Организационная структура цеха МСЦ-7
 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.