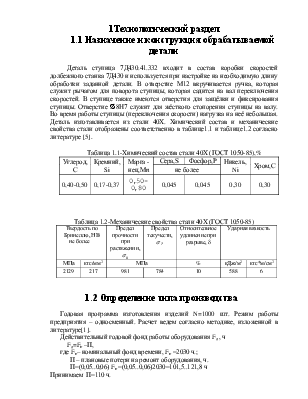
служит рычагом для поворота ступицы, которая садится на вал переключения скоростей. В ступице также имеются отверстия для защёлки и фиксирования ступицы. Отверстие Æ8Н7 служит для жёсткого стопорения ступицы на валу. Во время работы ступицы (переключения скорости) нагрузка на неё небольшая. Деталь изготавливается из стали 40Х. Химический состав и механические свойства стали отображены соответственно в таблице1.1 и таблице1.2 согласно литературе [5].
Таблица 1.1-Химический состав стали 40Х (ГОСТ 1050-85),%
Углерод,С |
Кремний,Si |
Марга -нец,Mn |
Сера,S |
Фосфор,P |
Никель,Ni |
Хром,C |
|
|
не более |
|||||||
|
0,40-0,50 |
0,17-0,37 |
0,50-0,80 |
0,045 |
0,045 |
0,30 |
0,30 |
|
Таблица 1.2-Механические свойства стали 40Х (ГОСТ 1050-85)
|
Твердость по Бринеллю, НВ не более |
Предел прочности при растяжении, |
Предел текучести, |
Относительное удлинение при разрыве, d |
Ударная вязкость |
||
|
МПа |
кгс/мм2 |
МПа |
% |
кДж/м2 |
кгс*м/см2 |
|
|
2129 |
217 |
981 |
784 |
10 |
588 |
6 |
1.2 Определение типа производства
Годовая программа изготовления изделий N=1000 шт. Режим работы предприятия – односменный. Расчет ведем согласно методике, изложенной в литературе[1].
Действительный годовой фонд работы оборудования Fд , ч
Fд=Fн –П, где Fн– номинальный фонд времени, Fн =2030 ч.;
П – плановые потери на ремонт оборудования, ч.
П=(0,05..0,06) Fн =(0,05..0,06)2030=101,5..121,8 ч
Принимаем П=110 ч.
Fд = 2030–110=1920 ч
Такт выпуска деталей t, мин/шт

Количество станков на каждую операцию wp, шт
 , где
, где
kЗ.Н=0,8 – нормативный коэффициент загрузки оборудования .
Устанавливаем принятое число рабочих мест wпр, округляя до ближайшего большего целого числа полученное значение wp.
 .
.
Число операций О, закрепленных за одним рабочим местом
 .
.
Для операции 010 Токарная сЧПУ:
 ;
;
 ;
;  .
.
Аналогично проводим расчеты для остальных операций техпроцесса. Результаты расчетов заносим в таблицу 1.3.
Таблица 1.3 –Данные по проектируемому техпроцессу и результаты расчетов при определении типа производства по основным операциям механической обработки
Наименованиеоперации |
Модельстанка |
Тшт, мин |
Wp, шт |
Wпр, шт |
Kз.ф |
О |
|
010 Токарная с ЧПУ |
1П717Ф3 |
5,77 |
0,063 |
1 |
0,063 |
13 |
|
020 Токарная с ЧПУ |
1П717Ф3 |
2,3 |
0,025 |
1 |
0,025 |
32 |
|
030 Шлифовальная |
3Б722 |
0,97 |
0,01 |
1 |
0,01 |
80 |
|
040 Токарно-винторезная |
1К62 |
6,63 |
0,07 |
1 |
0,07 |
11 |
|
050 Фрезерная с ЧПУ |
ГДВ400 |
1,5 |
0,0163 |
1 |
0,0163 |
49 |
|
060 Сверлильная |
2Б118 |
5,2 |
0,056 |
1 |
0,056 |
14 |
|
070 Фрезерная |
6М12П |
1,53 |
0,013 |
1 |
0,013 |
62 |
|
080 Шлифовальная |
3854 |
2 |
0,022 |
1 |
0,022 |
37 |
|
ИТОГО |
- |
25,9 |
- |
8 |
- |
298 |
Коэффициент закрепления операции kЗ.О
 .
.
Полученное значение kЗ.О показывает,
что в данном случае тип производства мелкосерийный, т.к. kЗ.О![]() 20.
20.
Количество деталей в партии для одновременного запуска n, шт
 шт, где
а=10 – периодичность запуска, дней.
шт, где
а=10 – периодичность запуска, дней.
С учетом удобства планирования и организации производства
 , где с – принятое число
смен;
, где с – принятое число
смен;
ТШ.К.СР – среднее штучно-калькуляционное время, мин.
 мин
мин
Принимаем с=1 смена.
 шт
шт
Принимаем n=110 шт.
1.3 Анализ технологичности конструкции детали
Основные задачи, решаемые при анализе технологичности конструкции обрабатываемой детали сводятся к возможному уменьшению трудоемкости и металлоемкости, возможности обработки высокопроизводительными методами.
Ступица изготавливается из стали 40Х. Малые размеры детали вызывает значительные сложности для получения заготовки методами ковки или штамповки.
Для упрочнения поверхностей пазов деталь подвергают термической обработке ( ТВЧ).
Конструкцией вала предусмотрена возможность проведения необходимых измерений, определение размеров, согласно требованиям чертежа.
Для количественного анализа технологичности детали необходимо определить ряд коэффициентов, расчет которых ведем согласно методике, изложенной в литературе[1].
Коэффициент точности обработки определим по формуле
 , где Тср - средний класс
точности обработки изделия;
, где Тср - средний класс
точности обработки изделия;
ni - число размеров соответствующего класса точности ;
Тi – квалитет точности i-ой поверхности.
Результаты расчета коэффициента точности Ктч приведены в таблице 1.4.
Таблица 1.4 – Определение Ктч
|
Т |
7 |
8 |
10 |
11 |
12 |
13 |
14 |
Ито-го |
|
ni |
2 |
3 |
1 |
1 |
2 |
1 |
11 |
21 |
|
Ti×ni |
14 |
24 |
10 |
11 |
24 |
13 |
154 |
250 |
Тср = 250/21 =11.9
Ктч = 1 - 1/11.9= 0.916
Коэффициент шероховатости КШ поверхности определим по формуле
 , где Шср - средний класс
шероховатости поверхности;
, где Шср - средний класс
шероховатости поверхности;
ni - число поверхностей соответствующего класса шероховатости .
Результаты расчета коэффициента точности Кш приведены в таблице 1.5.
Таблица 1.5 – Определение Кш
|
Шi |
1,25 |
2,5 |
Итого |
|
ni |
4 |
5 |
9 |
|
Шi×ni |
5 |
12,5 |
17,5 |
Коэффициент использования материала КИ

![]() , где М - масса готовой
детали, кг;
, где М - масса готовой
детали, кг;
ММ - масса материала, израсходованного на изготовление детали, кг
![]()
 .
.
1.4 Выбор и технико-экономическое обоснование метода получения заготовки
В базовом технологическом процессе заготовкой для получения вала служит прокат горячекатаный круглый (ГОСТ 2590-71). Вес заготовки в базовом технологическом процессе равен 1,38 кг, а вес готовой детали – 0,8 кг, отсюда коэффициент использования материала kи
 .
.
Произведем сопоставление и выбор варианта технологического процесса при различных способах получения заготовки. Расчет ведем по методике, изложенной в литературе[ ]. Исходные данные для расчета стоимости заготовок сведем в таблицу 1.6.
Таблица 1.6-Данные для расчета
|
Наименование показателей |
Первый вариант (базовый) |
Второй вариант (предлагаемый) |
|
Вид заготовки |
Прокат |
Штамповка на ГКМ |
|
Класс точности |
h12 |
2 |
|
Группа сложности |
--- |
3 |
|
Масса заготовки |
1,38 |
1,1 |
|
Стоимость 1 тонны заготовок,принятых за базу Сi руб. |
250000 |
380000 |
|
Стоимость 1 тонны стружки Sотх, руб. |
17344 |
17344 |
БАЗОВЫЙ ВАРИАНТ
Определим стоимость заготовки SЗАГ.Б, руб
 , где S – базовая
стоимость 1т. металла, руб;
, где S – базовая
стоимость 1т. металла, руб;
Q– масса заготовки, кг;
q–масса готовой детали, кг;
SОТХ– цена 1т. отходов, руб.
![]()
 руб
руб
ПРЕДЛАГАЕМЫЙ ВАРИАНТ
SЗАГ.ПР=![]()
 , руб, где
Сi- базовая стоимость 1 тонны заготовок ,руб;
, руб, где
Сi- базовая стоимость 1 тонны заготовок ,руб;
Kт,Kc,Kв,Kм,Kп - коэффициенты, зависящие от класса точности, группы сложности ,массы ,марки материала и объема производства заготовок:
Kт =1 ; Kc =1 ; Kв =1,29 ; Kм =1,13; Kп =1 .
 руб
руб
Экономический эффект для сопоставленных способов получения заготовок может быть расчитан по следующеи формуле
![]() руб.
руб.
Таким образом в проектируемом техпроцессе в качестве заготовки прини
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.