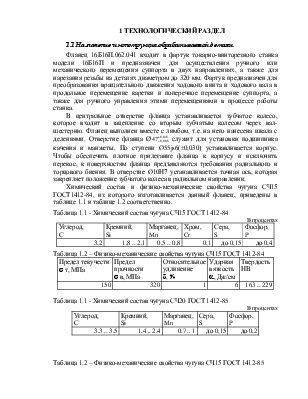
ГОСТ1412-84, из которого изготавливается данный фланец, приведены в таблице 1.1 и таблице 1.2 соответственно.
Таблица 1.1 - Химический состав чугуна СЧ15 ГОСТ 1412-84
В процентах
|
Углерод, С |
Кремний, Si |
Марганец, Mn |
Хром, Cr |
Сера, S |
Фосфор, P |
|
3,2 |
1,8 .. 2,1 |
0,5 .. 0,8 |
0,1 |
до 0,15 |
до 0,4 |
Таблица 1.2 – Физико-механические свойства чугуна СЧ15 ГОСТ 1412-84
|
Предел текучести s т, МПа |
Предел прочности s в, МПа |
Относительное удлинение d, % |
Ударная вязкость a, Дж/cм |
Твердость НВ |
|
150 |
320 |
1 |
6 |
163 .. 229 |
Таблица 1.1 - Химический состав чугуна СЧ20 ГОСТ 1412-85
В процентах
|
Углерод, С |
Кремний, Si |
Марганец, Mn |
Сера, S |
Фосфор, P |
|
3.3 .. 3.5 |
1.4 .. 2.4 |
0.7 .. 1 |
до 0,15 |
до 0,2 |
Таблица 1.2 – Физико-механические свойства чугуна СЧ15 ГОСТ 1412-85
|
Предел текучести s т, МПа |
Предел прочности s в, МПа |
Относительное удлинение d, % |
Ударная вязкость a, Дж/cм |
Твердость НВ |
|
196 |
392 |
1 |
6 |
170 .. 241 |
1.2 Определение типа производства
Тип производства характеризуется коэффициентом закрепления операций Кз.о, который показывает отношение всех различных технологических операций, равной трудоемкости, выполняемых или подлежащих выполнению подразделением в течении месяца, к числу рабочих мест.
Располагая штучно-калькуляционным временем, рассчитывается количество станков: [ 2 ]
 , где N - объем выпуска ,шт./год;
, где N - объем выпуска ,шт./год;
Тш-к - штучно-калькуляционное время, мин;
Fд - действительный годовой фонд времени, 2030 ч.;
hз.н - нормативный коэффициент загрузки оборудования.
Значение нормативного коэффициента загрузки оборудования по отделению или участку цеха можно усреднено принять hз.н=0,8. Это не приведет к большим погрешностям в расчетах, а фактические значения коэффициента загрузки оборудования будут определяться после детальной разработки технологического процесса.
Далее по каждой операции выполняем расчет фактического коэффициента загрузки оборудования по формуле:
hз.ф= Ср/Спр, где Спр - принятое число рабочих мест.
Количество операций равнозначной трудоемкости, выполняемых на рабочем месте, определяется по формуле:
О = hз.н/hз.ф.
Результаты расчета типа производства сводим в таблицу 1.3. После заполнения всех граф таблицы подсчитываем суммарные значения для О и Р, определяем Кз.о и тип производства.
Таблица 1.3 - Определение типа производства
|
Операция |
Тш-к |
Ср |
Спр |
hз.ф |
О |
Опр |
|
Автоматная токарная |
1,584 |
0,065 |
1 |
0,065 |
12 |
12 |
|
Автоматная токарная |
1,745 |
0,072 |
1 |
0,072 |
11 |
11 |
|
Автоматная токарная |
1,745 |
0,072 |
1 |
0,072 |
11 |
11 |
|
Вертикально-сверлильная |
1,8 |
0,074 |
1 |
0,074 |
10 |
10 |
|
Алмазно-расточная |
1,9 |
0,078 |
1 |
0,078 |
10 |
10 |
|
Радиально-сверлильная |
1,5 |
0,062 |
1 |
0,062 |
12 |
12 |
|
Радиально-сверлильная |
0,8 |
0,033 |
1 |
0,033 |
24 |
24 |
|
Алмазно-расточная |
1,6 |
0,066 |
1 |
0,066 |
12 |
12 |
|
Вертикально-сверлильная |
1,5 |
0,062 |
1 |
0,062 |
12 |
12 |
|
Вертикально-фрезерная |
3,3 |
0,136 |
1 |
0,136 |
5 |
5 |
|
Круглошлифовальная |
1,79 |
0,074 |
1 |
0,074 |
10 |
10 |
|
Накатка |
1,683 |
0,069 |
1 |
0,069 |
11 |
11 |
|
Плоскошлифовальная |
0,72 |
0,03 |
1 |
0,03 |
26 |
26 |
|
Примечания: Тш-к - штучно-калькуляционное время, мин; Сp – расчётное количество станков, шт.; Спр– принятое количество станков, шт.; hз.ф – фактический коэффициент загрузки оборудования; О – количество операций равнозначной трудоемкости расчётное; Опр – количество операций равнозначной трудоемкости принятое. |
||||||
SСпрi = 13, SОпрi = 175.
Коэффициент закрепления операций определим используя формулу:
Кз.о = SОпрi/SСпрi = 175/13 = 13,5.
Так как полученный Кз.о больше 10, но меньше 20, то принимаем тип производства - среднесерийный.
Количество деталей в партии для одновременного запуска допускается определять упрощенным способом по формуле:
N × a 4000 × 24
n = ¾¾¾ = ¾¾¾¾ = 378 штуки,
254 254
где а - периодичность запуска в днях (рекомендуются следующие периодичности запуска изделий 3,6,12,24 дней).
Размер партии должен быть откорректирован, путем определения расчетного числа смен на обработку всей партии деталей на основных рабочих местах:
Тш-к ср × n 1,67 × 378
с = ¾¾¾¾¾ = ¾¾¾¾¾ = 1,65,
476 × 0.8 476 × 0,8
где Тш-к ср - среднее штучно-калькуляционное время по основным операциям, мин;
476 - действительный фонд времени работы оборудования в смену, мин;
0,8 - нормативный коэффициент загрузки станков в серийном производстве.
Расчетное число смен округляется до принятого числа смен cпр=2, затем определяется число деталей в партии, необходимых для загрузки оборудования на основных операциях в течении целого числа смен:
476 × 0,8 × спр 476 × 0,8 · 2
nпр = ¾¾¾¾¾¾¾ = ¾¾¾¾¾ = 456 шт.
Тш-к ср 1,67
1.3 Анализ технологичности конструкции детали
Деталь - фланец - изготавливается из серого чугуна СЧ15 литьем, поэтому конфигурация наружного контура и внутренних поверхностей не вызывает значительных трудностей при получении заготовки. Тем не менее, даже при этом формовка должна вестись с применением стержней формирующих внутренние поверхности и карманы.
Внутренняя поверхность Ø47(+0,018;+0,008) может быть получена при обработке только на алмазно-расточных станках. В данной детали нетехнологичной является канавка Ø48,5, так как к ней затруднён прямой доступ инструмента. Также нетехнологичным является изготовление лыски, выдерживая размеры 40-0,5 и угол 70º±10'─ требуется изготовление специального приспособления. Также имеются пять небольшого диаметра отверстий, расположенных под разными углами друг к другу. К тому же сверление возможно лишь с внутренней стороны фланца. К отверстию Ø10Н7 предъявлены требования параллельности для обеспечения точное
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.