Описание конструкции и термообработки, а также расчет инструмента
На операции 015:Токарная для упрочнения поверхности применяется специальный инструмент: многороликовая раскатка. Использование того инструмента в проектируемом мною проекте позволяет намного увеличить производительность обработки детали, по сравнению с базовым технологическим процессом:
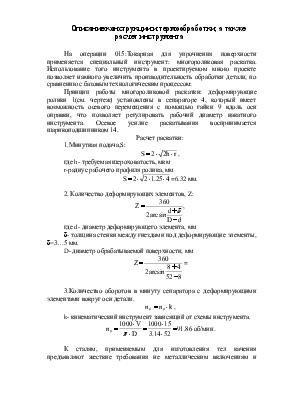
Принцип работы многороликовой раскатки: деформирующие ролики 1(см. чертеж) установлены в сепараторе 4, который имеет возможность осевого перемещения с помощью гайки 9 вдоль оси оправки, что позволяет регулировать рабочий диаметр накатного инструмента. Осевое усилие раскатывания воспринимается шарикоподшипником 14.
Расчет раскатки:
1.Минутная подача,S:
![]() , где h- требуемая
шероховатость, мкм
, где h- требуемая
шероховатость, мкм
r-радиус рабочего профиля ролика, мм
![]() =6.32 мм.
=6.32 мм.
2. Количество деформирующих элементов, Z:
где d- диаметр деформирующего элемента, мм
d- толщина стенки между гнездами под деформирующие элементы, d=3…5 мм.
D- диаметр обрабатываемой поверхности, мм
 =
=
3.Количество оборотов в минуту сепаратора с деформирующими элементами вокруг оси детали.
![]() ,
,
k- кинематический инструмент зависящий от схемы инструмента.
 91.86 об/мин.
91.86 об/мин.
К сталям, применяемым для изготовления тел качения предъявляют жесткие требования не металлическим включениям и карбидной неоднородности, поэтому часто применяют электрошлаковый переплав и вакуумирование.
Типовые режимы термической обработки тел качения из шарикоподшипниковой стали представлены в таблице.
|
Термическая обработка |
Температура
|
Выдержка мин. |
Охлаждение |
Твердость НВ |
|
Отжиг смягчающий |
790-810 |
2-6 ч. |
С печью до 650 |
178-207 |
|
Нормоли-зация |
880-890 |
10-25мин. |
На воздухе |
270-300 |
|
Высокий отпуск |
650-700 |
1-2 ч. |
На воздухе |
229-285 |
Таблица
Типовые режимы закалки.
|
Марка стали |
Размер заготовки |
|
Охл. среда |
выдержка |
Время отпуска |
НRC |
|
ШХ15 |
<20 |
835-860 |
масло |
20-60мин |
2 ч. |
62-66 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.