3.1.Плавильное отделение .
3.1.1 Структурный баланс металла.
Структурный баланс жидкого металла позволяет определить потребность в материальных ресурсах для получения металла с целью обеспечения производственной программы. Статьи баланса учитывают то,что часть металла расходуется на литники, прибыли и технологически неизбежные потери.
Так как после реконструкции в цехе предполагается выпуск кроме ВЧ-45 так же СЧ-20 , то необходимо составлять два различных баланса металла ,так как они существенно отличаются. Расчет проводится исходя из предполагаемого выпуска данных чугунов (7890 тн.годного ВЧ-45 , 12185 тн . годного СЧ-20 ) ( табл 1 ) .
Расчет баланса жидкого металла марки ВЧ-45 для данного цеха сводим в таблицу.
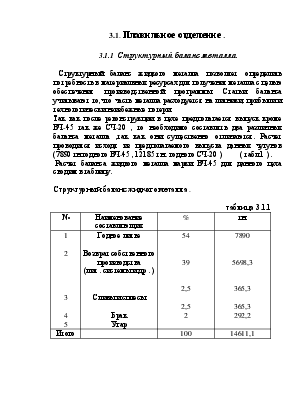
Структурный баланс жидкого металла .
таблица 3.1.1
|
№ |
Наименование составляющих |
% |
тн. |
|
1 2 3 4 5 |
Годное литье Возврат собственного производства (лит . системы и др . ) Сливы и сплесы Брак Угар |
54 39 2,5 2,5 2 |
7890 5698,3 365,3 365,3 292,2 |
|
Итого |
100 |
14611,1 |
Расчет баланса жидкого металла марки СЧ-20 для данного цеха сводим в таблицу .
Структурный баланс жидкого металла.
Таблица3.1.2
|
№ |
Наименование составляющих |
% |
тн. |
|
1 2 3 4 5 |
Годное литье Возврат собственного производства (лит . системы и др . ) Сливы и сплесы Брак Угар |
68 26 2 2 2 |
12185 4659,0 358,4 358,4 358,4 |
|
Итого |
100 |
17919,2 |
Общее количество жидкого металла равно :
14611,1 + 17919,2 = 32530,2 тн .
Баланс показал , что на годовую программу (20 тыс.тонн годного литья ) плавильное отделение цеха должно выдать более 30 тыс. тонн жидкого металла.
3.1.2Расчет потребного количества плавильных агрегатов.
Расчет одновременно работающих плавильных агрегатов ведется в соответствии с рассчитанной ранее производственной программе (потребности в металле ) , в зависимости от числа технологических потоков производства форм и возможности снабжения различных потоков из одного плавильного агрегата ; числа шихт , потребляемых в цехе одновременно ; возможности непрерывной заливки форм на конвейерах из печей периодического действия.
Количество вагранок , а так же индукционных печей , работающих с болотом , как правило , определяют по формуле
 где (3.1.1)
где (3.1.1)
![]() - потребление сплава цехом или участком
;
- потребление сплава цехом или участком
;
![]() - коэффициент неравномерности
потребления металлом ;
- коэффициент неравномерности
потребления металлом ;
![]() - действительный фонд времени работы печи
;
- действительный фонд времени работы печи
;
![]() -часовая производительность печей ;
-часовая производительность печей ;
В реконструируемом цеху плавильное отделение укомплектовано 3 индукционно - тигельными печами (из 5 по первоначальной планировке ) , по первоначальной планировке в плавильном отделении также предусмотрены индукционно - канальные миксеры , но в производство они не введены .
Но при той мощности с которой работает цех в данное время , две из трех имеющихся печей простаивают. Металла выплавленного одной печью также много . В данном случае приходится жидкий металл выдерживать в индукционно - тигельной печи по несколько суток . Это приводит к большим затратам , так как индукционно - тигельная печь такой производительности (12,5 т/ч.) расходует много электроэнергии ( 600-800 кВт ч/т ), что в 20 раз больше , чем расход у индукционно - канального миксера ( 30-40 кВт ч /т ) .
3.1.3 Расчет шихты .
Расчет шихты производится с целью подбора шихтовых материалов, обеспечивающих в процессе плавки в индукционно-тигельной печи заданный химический состав чугуна и нужные механические свойства отливок при минимальной стоимости жидкого металла.
Расчет шихты может проводится аналитическим , графическим и методом подбора. Последний метод наиболее распространен из-за простоты и возможности корректировки данных.
Все методы основаны на определении среднего химического состава чугуна, с учетом влияния на химический состав процесса плавки.
Данные для расчета шихты являются : химический состав шихтовых материалов, химический состав ВЧ-45, угар и пригар элементов в процессе плавки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.