Погрешность установки – отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого.
Виды баз: по назначению конструкторские, технологические и измерительные.
По лишаемым степеням свободы установочная, направляющая, опорная, двайная направляющая, двойная опорная.
По характеру проявления скрытая, явная.
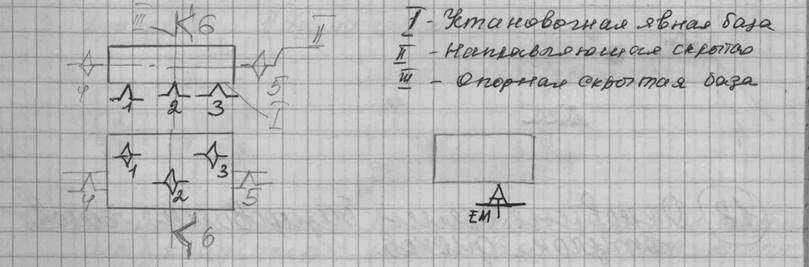
Схемы базирования корпусных деталей
1. Установка заготовка по плоскости и 2боковым сторонам. (см. выше призм д-ль)
2. Установка заготовки по плоскости на магнитной плите станка.
 |
3. Установка заготовки по плоскости и двум отверстиям.
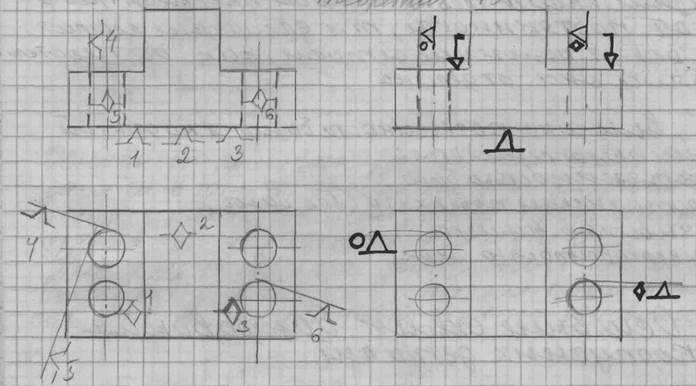 |
4. Установка заготовки по плоскости основания, отверстию и одной из боковых сторон.
 |
Вопрос 8 – Основные понятия и задачи, решаемые статистическим методом исследования точности обработки.
При изготовлении деталей имеют место след.виды погрешностей: постоянные, закономерно-изменяющиеся и случайные.
К постоянным относятся погрешность теоретической схемы обработки, геометрические неточности станков, приспособлений, мерного инструмента, настройки станков и т.д.
Закономерно-изменяющиеся – погрешности из-за износа РИ, нагрева узлов станка, переменной жесткости системы СПИД и др.
Зная характер изменения закономерно-изменяющихся и величину постоянных погрешностей, можно компенсировать их влияние. Влияние случайных погрешностей компенсировать значительно сложнее.
Учет всех факторов во всей их совокупности возможен на основании законов теории вероятностей, т.е. с использованием метода статистического метода исследования точности обработки.
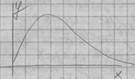
Наиболее часто погрешности обработки имеют нормальный закон распределения, который описывается кривой Гаусса. Δ=6σ.(рисунок). Однако возможны и другие законы распределения погрешности:
- закон равной вероятности (рисунок- прямая // оси х) проявляется в том случае, когда при обработке заготовок на рассеивание размеров оказывает влияние один доминирующий фактор (напр. износ РИ).
 - закон Симпсона (рисунок-) проявляется, если
доминирующая причина в первой половине времени имеет замедленный характер, а во
второй – ускоренный.(ПРИМ. недост. жесткость системы СПИД)
- закон Симпсона (рисунок-) проявляется, если
доминирующая причина в первой половине времени имеет замедленный характер, а во
второй – ускоренный.(ПРИМ. недост. жесткость системы СПИД)
-закон Максвелла проявляется при распределении таких погрешностей обработки как неточность взаимного расположения поверхностей, ошибка в шаге резьбы.
-закон равномерного возрастания проявляется, если доминирующая причина имеет замедленный характер
Кривая плотности вероятности отказов в работе собранного изделия или его элемента имеет экспоненциальный характер и выражается уравнением у=λ*е-λt, где λ – интенсивность отказа. Вероятность отказа за время t1и под кривой в интервале 0-t1.
Также имеет место композиция закона Гаусса и закона равной вероятности (при совокупности случайных факторов и доминирующего); закона Гаусса и равномерно возрастающего распределения.
К основным задачам относятся :
1. На базе сравнительно небольшого количества замеренных деталей имеется возможность определить точность выполнения операции, а также составить обоснованные нормативы точности
2. Определить % годных и бракованных деталей в данной партии, а также исправимость брака.
3. учесть погрешности, когда аналитический расчет из-за влияния трудно-учитываемых факторов не дает надежного решения.
4. разделить погрешности на случайные и систематические по характеру закона распределения.
5. определить величину межоперационных допусков для данного вида
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.

