1 Расчет посадок гладких цилиндрических сопряжений
Выбор посадок гладких цилиндрических сопряжений во многом предопределяет качество работы соединений, их надежность и долговечность, себестоимость и производительность изготовления деталей. В практике проектирования применяют 3 метода выбора посадок: расчетный метод, метод прецедентов (метод аналогов), метод подобия.
Расчетный метод является наиболее точным, однако в этом случае необходимо иметь исходные данные для расчета (нагрузка, передаваемый крутящий момент, скорость вращения вала и т.д.).
При выполнении данного задания мы использовали метод прецедентов или метод подобия, для чего ознакомились с аналогичной технической документацией.
При выборе посадок мы руководствовались требованиями по ГОСТ 25347-89 “Единая система допусков и посадок”.
Номинальный размер сопряжения выбирали, исходя из конструктивных соображений, но с учетом требования ГОСТ 6636-69 “Нормальные линейные размеры”.
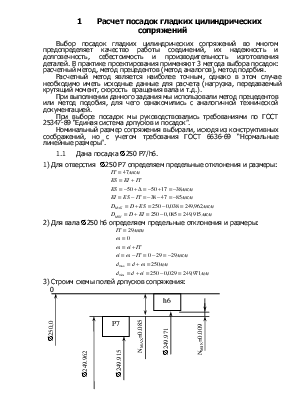
1.1 Дана посадка Æ250 Р7/h6.
1) Для отверстия Æ250 Р7 определяем предельные отклонения и размеры:
2) Для вала Æ250 h6 определяем предельные отклонения и размеры:
3) Строим схемы полей допусков сопряжения:
0
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
 |
|||
 |
|||
4) Определяем предельные натяги:
![]()
![]()
5) Определяем средний натяг и допуск посадки:

6) Определяем вероятные натяги посадки:


7) Строим кривую распределения вероятностных натягов:
![]() Nср=0.047 мм
Nср=0.047 мм
![]()
![]()
![]()
Nmin.вер=0.0194 мм
![]() Nmax.вер =0.0746 мм
Nmax.вер =0.0746 мм
![]()
1.2 Дана посадка Æ16 Is7/h6
1) Для отверстия Æ16 Is7 определяем предельные отклонения и размеры:
2) Для вала Æ16 h6 определяем предельные отклонения и размеры:
3) Строим схему полей допусков сопряжения:
 |
4) Определяем предельные натяги и зазоры:

5) Определяем допуск посадки:
![]()
6) Определяем величину математического ожидания зазоров (натягов):

В посадке преобладают зазоры.
7) Определяем величину вероятных зазоров (натягов):

где G - среднеквадратичное отклонение отверстия (вала);
8) Определяем вероятность получения зазоров (натягов) в посадке:
9) Строим кривую распределения вероятных зазоров (натягов):
![]()
|
![]()
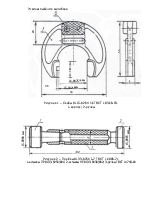
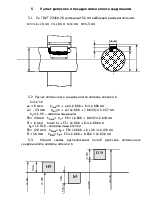
2 Расчет калибров для контроля деталей гладких цилиндрических сопряжений
В качестве рассматриваемого сопряжения возьмем Æ16 Is7/h6. Приведенные выше расчеты данной посадки показывают, что : DMAX =16,009 мм; DMIN=15,991 мм; dMAX =16,0 мм; dMIN=15,989 мм.
С учетом номинального размера сопряжения (Æ16) и квалитетов ( 7,6 ) по ГОСТ 24853 - 81 выбираем соответствующие схемы расположения полей допусков калибров : а) для отверстия Æ16 Is7; б) для вала Æ16 h6.
Калибры для контроля отверстия Æ16 Is7 (табл.2 ГОСТ 24853 - 81):
Z =2,5 мкм – отклонение середины поля допуска на изготовление проходного калибра для отверстия;
Н =3 мкм – допуск на изготовления калибров для отверстия;
Y =2 мкм – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия.
Калибры для контроля вала Æ16 h6 (табл.2 ГОСТ 24853 - 81):
Z1 =2,5 мкм – отклонение середины поля допуска на изготовление проходного калибра для вала;
H1 =3 мкм – допуск на изготовление калибров для вала;
Нр = 1.2 мкм – допуск на изготовление контрольного калибра для скобы;
Y1 = 2 мкм – допустимый выход размера изношенного проходного
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.