2 Конструкторский раздел
2.1 Общие сведения о станке
Станок фрезерный вертикальный с крестовым столом, оснащенный устройством УЧПУ и УАСИ, регулируемыми электроприводами переменного тока для приводов подач и главного движения, централизованной системой смазки и гидравлики, представляет собой сложный современный металлорежущий станок.
Для обеспечения стабильной работы станка, его эффективного использования и длительной работоспособности необходимо высококвалифицированное обслуживание как со стороны персонала служб по ремонту и наладке станка, так и со стороны оператора.
При монтаже станка необходимо тщательно очистить все ниши станины и стола, направляющие и трубопроводы от загрязнений и консервации.
Перед заливкой масла в бак станции смазки необходимо проверить его на соответствие нормам масла, указанным в руководстве.
Заливку масла производить только через заливной фильтр. При эксплуатации станка необходимо периодически проверять засоренность фильтров.
Станок фрезерный вертикальный с крестовым столом, УЧПУ и УАСИ.
Модель станка: МС6590ПМФ4.
Назначение станка:
Станок предназначен для обработки в автоматическом режиме по программе с автоматической сменой инструмента деталей сложной конфигурации типа кулачков, копиров, штампов, прессформ или им подобных, а также обработки корпусных деталей с большим числом выполняемых операций.
Станок модели МС6590ПМФ4 оснащен:
- устройством числового программного управления (УЧПУ);
- устройством автоматической смены инструмента (УАСИ);
- ограждением рабочей зоны;
- дополнительным ограждением зоны обработки, которое установлено на фрезерной бабке;
- вибротранспортером для уборки стружки и СОЖ;
- системой подачи СОЖ в зону резания и устройством ее очистки.
Параметры технической характеристики станка обеспечивают высокопроизводительную обработку деталей из черных и цветных металлов, высоколегированных и жаропрочных сплавов, а также обработку деталей из легких сплавов.
На станке могут выполняться следующие виды работ:
- черновое, получистовое и чистовое фрезерование плоскостей;
- черновое, получистовое и чистовое растачивание;
-сверление, зенкерование, развертывание и нарезание резьбы метчиками. Станок допускает обработку изделий, суммарная масса которых вместе с приспособлением достигает 4000 кг. Условия эксплуатации:
- окружающая температура+10 С...+40 С;
- относительная влажность 80% при температуре 20 С. Климатическое исполнение и категория размещения станка УХЛ4 по ГОСТ15150.
Основные технические характеристики станка, показаны в таблице 2.1.
Таблицы 2.1 Основные технические характеристики станка.
|
№ п/п |
Наименование параметров |
Данные |
|
|
1 |
Класс точности по ГОСТ8-82 |
Н |
|
|
2 |
Размеры рабочей поверхности стола, мм ширина длина |
1000±2 2500±2 |
|
|
3 |
Т-образные пазы количество ширина паза (среднего), мм расстояние между пазами, мм |
5 30Н12(30Н8) 200±0,5 |
|
|
4 |
Наибольший хода стола, мм продольный поперечный |
2500 1000 |
|
|
5 |
Наибольший ход бабки, мм |
875 |
|
|
6 |
Число подач стола, бабки |
Бесступенчатое регулирование |
|
|
7 |
Пределы подач стола, мм/мин продольная поперечная |
0,5...5000 0,5...5000 |
|
|
8 |
Быстрый ход стола, мм/мин продольный поперечный |
7000 7000 |
|
|
9 |
Пределы подач бабки, мм/мин |
1...6000 |
|
|
10 |
Быстрый ход бабки, мм/мин |
7000 |
|
|
11 |
Конец шпинделя по ГОСТ 30064-93 конус Di (по 3-му ряду), мм |
50 AT 128,570 |
|
|
12 |
Расстояние от торца шпинделя до рабочей поверхности стола, мм наименьшее наибольшее |
125 1000 |
|
|
13 |
Расстояние от оси шпинделя до направляющих стойки, мм |
1050 |
|
|
14 |
Мощность двигателя главного движения, кВт |
22 |
|
|
15 |
Пределы частот вращения шпинделя, об/мин |
5...2000 |
|
|
16 |
Количество инструментов в магазине, шт. |
24 |
|
|
17 |
Наибольший диаметр инструмента, устанавливаемого в магазине (со свободными соседними гнездами) |
250 |
|
|
18 |
Наибольшая масса инструмента, кг |
20 |
|
|
19 |
Усилие зажима инструмента в шпинделе, кН |
20±2 |
|
|
20 |
Максимальное усилие подачи по координатам, кН X Y Z |
30 30 17 |
|
|
21 |
Время смены инструмента, с |
18 |
|
|
22 |
Наибольшая масса обрабатываемой детали (с приспособлением), кг |
4000 |
|
|
23 |
Наибольшие размеры обрабатываемых изделий, мм Длина-ширина-высота (при торцовом фрезеровании) |
2400-850-700 |
|
|
24 |
Габаритные размеры станка без приставного оборудования не более, мм длина ширина высота |
6600 4700 4390 |
|
|
25 |
Масса станка без приставного оборудования, кг |
22000 |
|
|
26 |
Масса станка с приставным оборудованием, кг |
24000 |
|
2.2 Описание гидросхемы станка
Принципиальная гидравлическая схема станка представлена на рисунке 2.1.
Гидросистема работает на чистых минеральных маслах вязкостью от 25 до 160 сСт и температурой от +10 °С до +55 °С при температуре окружающей среды от +5 °С до +35 °С. Рабочая жидкость должна очищаться фильтрами с номинальной тонкостью фильтрации не более 25 мкм.
Регулирующая и контрольно-измерительная аппаратура гидросистемы станка расположена в станции гидропривода и на гидропанелях.
Станция гидропривода и гидропанели построены с использованием функциональных модульных блоков.
Назначение гидросистемы Гидросистема станка обеспечивает:
- зажим (отжим) инструмента в шпинделе;
- переключение ступеней скоростей шпинделя;
- зажим (отжим) бабки;
- гидроуравновешивание бабки;
- фиксацию (расфиксацию) магазина;
- вращение (останов) магазина;
- выдвижение (втягивание) руки манипулятора;
- отжим (зажим) замка руки манипулятора;
- поворот руки манипулятора;
- движение (останов) каретки;
- очистку рабочей жидкости.
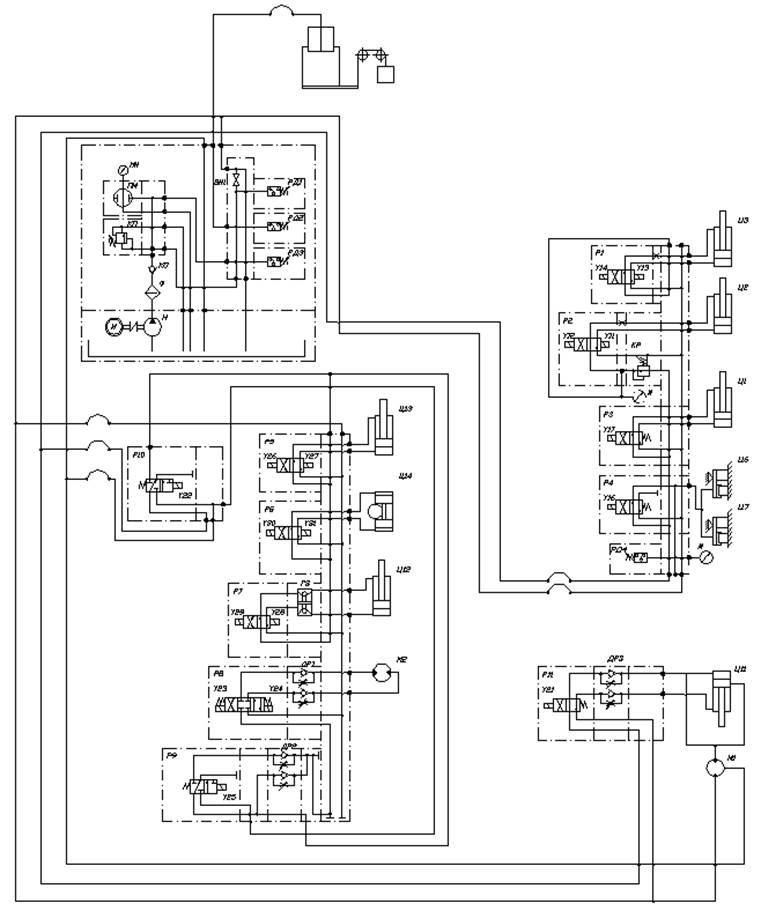
Рисунок 2.1 – Гидросхема станка
Техническая характеристика гидросистемы представлена в таблице 2.2.
Таблица 2.2 - Техническая характеристика гидросистемы
|
Наименование |
Значение |
|
Тип насоса |
НПл 16/16 УХЛ4 |
|
Номинальная производительность насоса, л/мин |
19,4 |
Продолжение таблицы 2.2
|
Наименование |
Значение |
|
Давление номинальное, МПа |
6,3 |
|
Рабочая жидкость для гидросистемы Тонкость фильтрации рабочей жидкости, мкм |
Масло И-40А ГОСТ 20799, 25 |
|
Емкость бака комбинированного станции гидропривод, л |
100 |
|
Мощность приводного электродвигателя насоса, кВт |
2,2 |
|
Масса станции гидропривода (без масла), кг |
105 |
Работа гидросистемы
В гидросистему рабочая жидкость подается пластинчатым насосом H через напорный фильтр Ф с электрической сигнализацией о загрязнен
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.