Расчет комбинированной шлицевой протяжки.
1.Исходные данные:
Центрирование- наружное; D-6x26x32H7/f7x6F8/f8;
R не более 0.3;f=0.4+0.2;d=26+0.13;D=32+0.025;b=6+0.028;l0=45.
+0.01
Обрабатываемый материал-сталь 40Х ;HB=200 ;шероховатость поверхности центрирования Ra=1.25 ;
Остальных поверхностей Rz=40.
2.Обоснование выбора комбинированной протяжки.
Комбинированная протяжка позволяет проводить обработку всех видов поверхностей втулки 1ой протяжкой что обеспечивает повышение производительности.
3.Схема срезания припуска.
Выберем групповую прогрессивную схему
4.Последовательность секций.
Примем последовательность секций –ФШК.
5.Диаметр отверстия под протягивание.
d’0=d-A0
d’0=26-1.1=24.9 мм.
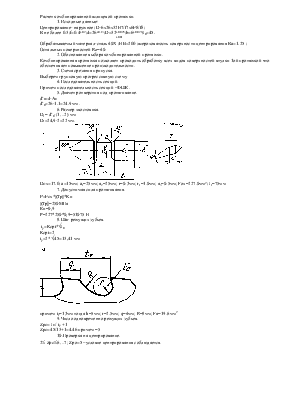
6.Размер хвостовика.
D1= d’0-(1…2) мм
D1=24,9-2=22 мм.
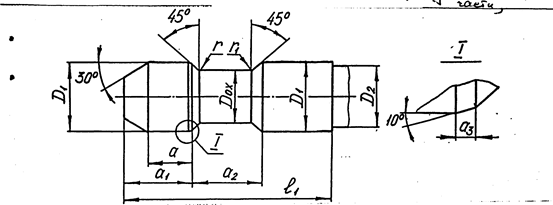
Dox=17.0; a=15мм; a1=25мм; a2=25мм; r=0.3мм; r1=1.0мм; a3=0.5мм; Fox=227.0мм2; l1=75мм
7.Допустимая сила протягивания.
P=Fox*[sp]*Kи
[sp]=250МПа
Ки=0,9
Р=227*250*0,9=51075 Н
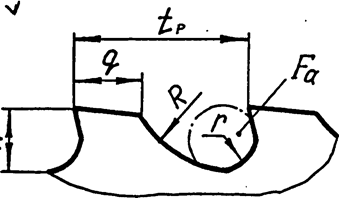
8.Шаг режущих зубьев.
tp=Kсрt*Öl0
Kсрt=2
tp=2* Ö45=13,41 мм
|
|
примем tp=13мм тогда h=5мм; r=2.5мм; q=4мм; R=8мм; Fa=19.6 мм2
9.Число одновременно режущих зубьев.
Zpo= l0 / tp +1
Zpo=45/13+1=4.46 примем =5
10.Проверка на центрирование.
2£ Zpo£6…7; Zpo=5 –условие центрирования соблюдается.
11.Суммарный периметр режущих кромок.
а) по шлицевой части
Sш=b*Z*Zpo/Zr
Zr=2
Sш=6*6*5/2=90мм
б) по круглой части
Sк=(pd-Z*b)*Zpo
Sк=(p*26-6*6)*2=91.36мм
12.Удельная сила резанья на 1 мм длинны.
Для шлицевой P’=P/Sш
P’=51075/90=567.5 Н/мм
Для круглой P’=p/Sк
P’=51075/91.36=559.05 Н/мм
13.Подача на зуб S’zш иS’zк по условию прочности протяжки.
S’zш=0,26мм
S’zк=0,25мм
14.Подача S’’z по условию размещения стружки в стружечной канавке.
S’’z=Fa/(l0*Kc)
Кс при протягивании стали =2,3…3,0
S’’z=19.6/(45*2.5)=0.17 мм
15.Выбор подачи.
Sz=0.17 мм.
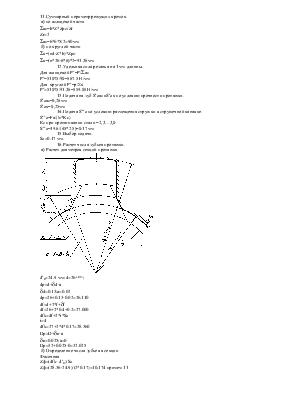
16.Расчет числа зубьев протяжки.
а) Расчет диаметров секций протяжки
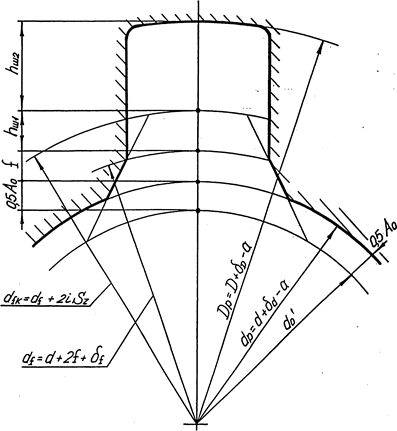
d’0=24.9 мм; d=26+0.13;
dp=d+dd-a
dd=0.13;a=0.02
dp=26+0.13-0.02=26.110
df=d+2*f+df
df=26+2*0.4+0.2=27.000
dfk=df+2*i*Sz
i=4
dfk=27+2*4*0.17=28.360
Dp=D+dD-a
dD=0.025;a=0
Dp=32+0.025-0=32.025
б) Определение числа зубьев в секции
Фасочная
Zф=(dfk- d’0)/Sz
Zф=(28.36-24.9)/(2*0.17)=10,174 примем 11
Шлицевая
Zш1=(dfk-df)/(2*Sz)
Zш1=(28.36-27)/(2*0.17)=4
Zш2p=(Dp-dfk)/(2*Sz)-2
Zш2p=(32.025-28.36)/(2*0.17)-2=8,779 примем 9
Zшп=6; Zшк=5.
Круглая
Zк=(dp-d’0)/(2*Sz)-2
Zк=(26.11-24.9)/(2*0.17)=1.55 примем 2
Zкп=3;Zкк=5.
17.Расчет длинны рабочей части протяжки предварительно.
Lp=((Dp-d’0)/(2*Sz)+i*Zk)*tp
Lp=((32.025-24.9)/(2*0.17)+2*5)*13=404.426мм.
18.Выбор модели станка по номинальному тяговому усилию.
Pт=P’*å
P’=416
Pт=416*91,36=38005 Выберем станок 7A705В
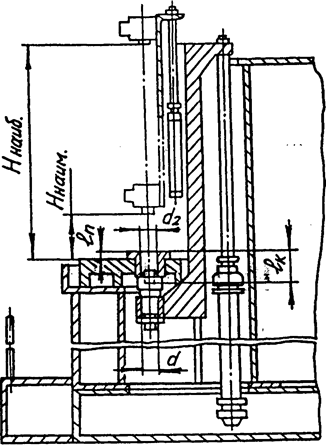
Тогда Ннаиб=1095мм; Ннаим=230мм; d=50мм; d2=80мм; lк=175мм;
Ход каретки рабочий =800мм; Ход каретки =350мм; lп=35мм
19.Длинна протяжки до первого зуба l
l=l0+lк+lп
l=75+175+35=285 мм
 |
 |
||
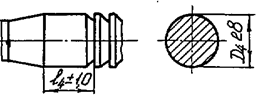
D4= d’0 = 24.9мм
L4=(0.75…1)*l0=60 мм
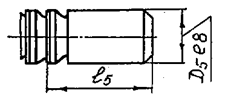
D5=26 мм
l5=35 мм
21.Общая длинна протяжки.
L=l+lp+l5+l1+lт
lт=m*(Zc-1)
m=20 мм;Zc=3
lт=20*(3-1)=40мм
L=285+415+35+75+40=850мм
22.Проверка длинны протяжки по условию возможности обработки в центрах
L£ [L] ;[L]=1350- условие соблюдается.
23.Проверка длинны протяжки по рабочему ходу станка.
Lрх³Lp+l5+l1+l0+D ;
D=10мм
24.Окончательная длинна протяжки.
Lp=(Zф+Zш1+Zш2+ Zш2п+ Zш2к+Zк+Zкп+Zкк)*tp
Lp=(11+4+9+6+5+2+3+5)*13=585мм
L=l+lp+l5+l1+lт
L=285+585+35+75+40=1020мм
25.Проверка окончательной длинны протяжки.
L£ [L] ;[L]=1350- условие соблюдается.
26.Стойкость протяжки в количестве протяжных втулок.
K=ålизд/lo*0.7*q/Dl+1
ålизд=25800
Dl=0.15
K=25800/45*0.7*4/0.15+1=10703
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.