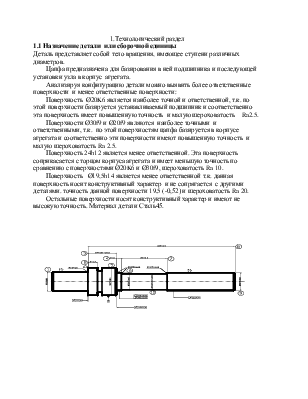
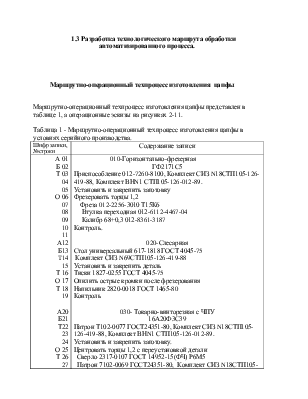
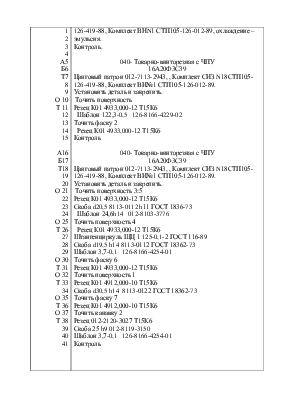
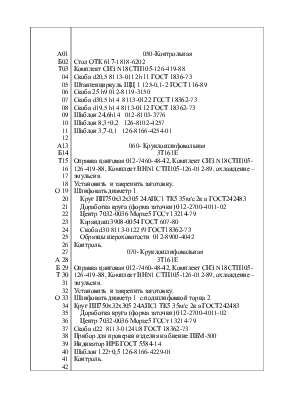
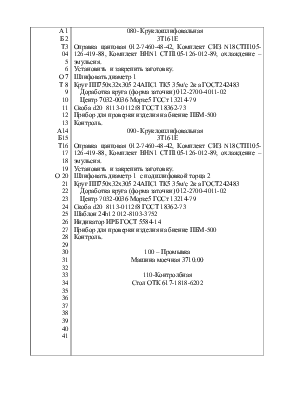



Маршрутно-операционный техпроцесс изготовления цапфы представлен в таблице 1, а операционные эскизы на рисунках 2-11.
Таблица 1 - Маршрутно-операционный техпроцесс изготовления цапфы в условиях серийного производства.
|
Шифр записи, №строки |
Содержание записи |
|
А 01 Б 02 Т 03 04 05 О 06 07 08 09 10 11 А12 Б13 T14 15 Т 16 О 17 Т 18 19 А20 Б21 Т22 23 24 О 25 Т 26 27 1 2 3 4 А5 Б6 Т7 8 9 О 10 Т 11 12 13 14 15 А16 Б17 Т18 19 20 О 21 22 23 24 О 25 Т 26 27 28 29 О 30 Т 31 О 32 Т 33 34 О 35 Т 36 О 37 Т 38 39 40 41 А01 Б02 Т03 04 05 06 07 08 09 10 11 12 А13 Б14 Т15 16 17 18 О 19 20 21 22 23 24 25 26 27 А 28 Б 29 Т 30 31 32 О 33 34 35 36 37 38 39 40 41 42 А 1 Б 2 Т3 04 5 6 О 7 Т 8 9 10 11 12 13 А14 Б15 Т16 17 18 19 О 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 |
010-Горизонтально-фрезерная ГФ2171С5 Приспособление 012-7260-8100, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89. Установить и закрепить заготовку Фрезеровать торцы 1,2 Фреза 012-2256-3010 Т15К6 Втулка переходная 012-6112-4467-04 Калибр 68+0,3 012-8361-3187 Контроль. 020-Слесарная Стол универсальный 617-1818 ГОСТ 4045-75 Комплект СИЗ N69СТП105-126-419-88 Установить и закрепить деталь Тиски 1827-0255 ГОСТ 4045-75 Опилить острые кромки после фрезерования Напильник 2820-0018 ГОСТ 1465-80 Контроль 030- Токарно-винторезная с ЧПУ 16А20Ф3С39 Патрон Т102-0077 ГОСТ24351-80, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89. Установить и закрепить заготовку. Центровать торцы 1,2 с переустановкой детали Сверло 2317-0107 ГОСТ 14952-15(ФЧ) Р6М5 Патрон 7102-0069 ГОСТ24351-80, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89, охлаждение – эмульсия. Контроль. 040- Токарно-винторезная с ЧПУ 16А20Ф3С39 Цанговый патрон 012-7113-2943, , Комплект СИЗ N18СТП105-126-419-88, Комплект ВИ№1 СТП105-126-012-89. Установить деталь и закрепить. Точить поверхность Резец К01 4933,000-12 Т15К6 Шаблон 122,3-0,5 126-8166-4229-02 Точить фаску 2 Резец К01 4933,000-12 Т15К6 Контроль 040- Токарно-винторезная с ЧПУ 16А20Ф3С39 Цанговый патрон 012-7113-2943, , Комплект СИЗ N18СТП105-126-419-88, Комплект ВИ№1 СТП105-126-012-89. Установить деталь и закрепить. Точить поверхность 3:5 Резец К01 4933,000-12 Т15К6 Скоба d20,5 8113-0112 h11 ГОСТ 1836-73 Шаблон 24,6h14 012-8103-3776 Точить поверхность 4 Резец К01 4933,000-12 Т15К6 Штангенциркуль ЩЦ 1 125-0,1-2 ГОСТ 116-89 Скоба d19,5 h14 8113-0112 ГОСТ 18362-73 Шаблон 3,7-0,1 126-8166-4254-01 Точить фаску 6 Резец К01 4933,000-12 Т15К6 Точить поверхность 1 Резец К01 4912,000-10 Т15К6 Скоба d30,5 h14 8113-0122 ГОСТ 18362-73 Точить фаску 7 Резец К01 4912,000-10 Т15К6 Точить канавку 2 Резец 012-2120-3027 Т15К6 Скоба 25 h9 012-8119-3150 Шаблон 3,7-0,1 126-8166-4254-01 Контроль 050-Контрольная Стол ОТК 617-1818-6202 Комплект СИЗ N18СТП105-126-419-88 Скоба d20,5 8113-0112 h11 ГОСТ 1836-73 Штангенциркуль ЩЦ 1 125-0,1-2 ГОСТ 116-89 Скоба 25 h9 012-8119-3150 Скоба d30,5 h14 8113-0122 ГОСТ 18362-73 Скоба d19,5 h14 8113-0112 ГОСТ 18362-73 Шаблон 24,6h14 012-8103-3776 Шаблон 8,3+0,2 126-8102-4257 Шаблон 3,7-0,1 126-8166-4254-01 060- Круклошлифовальная 3Т161Е Оправка цанговая 012-7460-48-42, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89, охлаждение – эмульсия. Установить и закрепить заготовку. Шлифовать диаметр 1 Круг ПП750х32х305 24АПС1 ТК5 35м/с 2к а ГОСТ242483 Доработка круга (форма заточки) 012-2700-4011-02 Центр 7032-0036 Морзе5 ГОСт 13214-79 Карандаш 3908-0054 ГОСТ 607-80 Скоба d30 8113-0122 f9 ГОСТ18362-73 Образцы шероховатости 012-8900-4042 Контроль. 070- Круклошлифовальная 3Т161Е Оправка цанговая 012-7460-48-42, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89, охлаждение – эмульсия. Установить и закрепить заготовку. Шлифовать диаметр 1 с подшлифовкой торца 2 Круг ПП750х32х305 24АПС1 ТК5 35м/с 2к а ГОСТ242483 Доработка круга (форма заточки) 012-2700-4011-02 Центр 7032-0036 Морзе5 ГОСт 13214-79 Скоба d22 8113-0124U8 ГОСТ 18362-73 Прибор для проверки изделия на биение ПБМ-500 Индикатор ИРБ ГОСТ 5584-14 Шаблон 122+0,5 126-8166-4229-01 Контроль. 080- Круклошлифовальная 3Т161Е Оправка цанговая 012-7460-48-42, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89, охлаждение – эмульсия. Установить и закрепить заготовку. Шлифовать диаметр 1 Круг ПП750х32х305 24АПС1 ТК5 35м/с 2к а ГОСТ242483 Доработка круга (форма заточки) 012-2700-4011-02 Центр 7032-0036 Морзе5 ГОСт 13214-79 Скоба d20 8113-0112f8 ГОСТ 18362-73 Прибор для проверки изделия на биение ПБМ-500 Контроль. 090- Круклошлифовальная 3Т161Е Оправка цанговая 012-7460-48-42, Комплект СИЗ N18СТП105-126-419-88, Комплект ВНN1 СТП105-126-012-89, охлаждение – эмульсия. Установить и закрепить заготовку. Шлифовать диаметр 1 с подшлифовкой торца 2 Круг ПП750х32х305 24АПС1 ТК5 35м/с 2к а ГОСТ242483 Доработка круга (форма заточки) 012-2700-4011-02 Центр 7032-0036 Морзе5 ГОСт 13214-79 Скоба d20 8113-0112f8 ГОСТ 18362-73 Шаблон 24h12 012-8103-3752 Индикатор ИРБ ГОСТ 5584-14 Прибор для проверки изделия на биение ПБМ-500 Контроль. 100 – Промывка Машина моечная 3710.00 110-Контролбная Стол ОТК 617-1818-6202 |
1.4 Нормирования технологического процесса
Одна из главных задач, решаемая при разработке технологического процесса автоматизированного производства - это обеспечение синхронизации выполнения отдельных операций. Необходимо стремиться к тому, чтобы длительность обработки на всех операциях была приблизительно одинаковой (отклонение в ту или иную сторону должно быть не более 5%) или кратной целому числу (желательно не большему чем четыре). Нормирование технологического процесса как раз и позволяет определить выполняется ли условие синхронизации. Б случае невыполнения условия синхронизации необходимо скорректировать разрабатываемый технологический процесс, увеличивая концентрацию технологических переходов на одной операции или наоборот -применить принцип дифференциации их.
В данном технологическом процессе приведено штучное время на каждую операцию:
010- Токарная с ЧПУ – Тшт = 12,118
020- Токарная с ЧПУ – Тшт = 12,459
030- Токарная с ЧПУ – Тшт = 20,104
040- Внутришлифовальная – Тшт = 6,446
050- Торцекруглошлифовальная – Тшт = 4,675
060- Вертикальносверлильная с ЧПУ – Тшт = 10,976
080 – Фрезерная с ЧПУ – Тшт -4,103
Для синхронизации технологического процесса необходимо подобрать оптимальное количество оборудования.
010- Токарная с ЧПУ – Тшт = 12,118 2 станка
020- Токарная с ЧПУ – Тшт = 12,459 2 станка
030- Токарная с ЧПУ – Тшт = 20,104 3 станка
040- Внутришлифовальная – Тшт = 6,446 1 станок
050- Торцекруглошлифовальная – Тшт = 4,675 1 станок
060- Вертикальносверлильная с ЧПУ – Тшт = 10,976 2 станка
080 – Фрезерная с ЧПУ – Тшт -4,103 1 станок
1.5 Выбор оборудования, систем транспортирования и управления
К основному технологическому оборудованию автоматизированного производства относятся металлорежущие станки, к которым предъявляются следующие основные требования:
а) обработка должна вестись в автоматическом режиме;
б) возможность быстрой переналадки оборудования при смене объекта производства;
в) компоновочная и программная стыковка основного оборудования с транспортно-накопительными системами, промышленными роботами и другими системами входящими в состав участка.
Наиболее полно этим требованиям отвечают станки с ЧПУ, однако, это не исключает применение на участке автоматов и полуавтоматов обычного исполнения. Последние должны быть доработаны с целью использования их как автоматов, управляемых ПР.
В данном м технологическом процессе на первую операцию 010 токарной обработки был выбран станок 16А20Ф3С39 . Это станок с числовым программным управлением. С большой точностью и производительностью.
На вторую операцию 020 токарной обработки был выбран станок 16А20Ф3С39 . Это станок с числовым программным управлением. С большой точностью и производительностью.
На третью операцию 030 токарной обработки был выбран станок 16А20Ф3С39 . Это станок с числовым программным управлением. С большой точностью и производительностью.
На четвертую операцию 040 внутришлифовальной обработки был назначен станок 3К227. Этот станок не оснащен численно программным управлением. Невысокая сложность обработки шлифуемой поверхности делает невыгодным использовать станков с ЧПУ.
На пятую операцию 050 торцекрулошлифовальную обработку был назначен станок 3Т16Е с численно программным управлением. Этот станок обеспечивает высокую точность и производительность обработки.
На шестую операцию 060Вертикально сверлильную был выбран станок 2С150П4Ф4 с численно программным управлением. Этот станок обеспечивает высокую точность и производительность обработки.
Седьмая операция это слесарная.
На восьмую операцию 080 фрезерной обработки был назначен станок
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.