














ЗМІСТ
Ст.
Вступ…………………………………………………………….…………………3
1. Розрахунково-конструкторський розділ…………………….………………..4
2. Обгрунтування способу виготовлення заготовки та проектування її кре-слення………………………………………………………………………….………6
2.1 Вибор методу виготовлення заготовки……………………………..……6
2.2. Характеристики хімічних та фізико-механічних властивостей матеріалу деталі………………………………………………………………………6
2.3. Визначення серійності виробництва та групи складності ……..………7
3.Проектування змісту технологічних операцій……….……………………….9
3.1. Проектування технологічних послідовностей оброблення поверхонь деталей………………………………………….………………..……….9
3.2. Обгрунтування вибору технологічних баз……………………………..12
3.3. Проектування змісту технологічних операцій…………………………14
3.4. Розрахунок припусків на обробку………………………………...……17
3.4.1. Розрахунково-аналітичний метод визначення припусків……...…..18
3.5. Розрахунок режимів різання…………………………………….………22
3.6. Нормування часу………………………………………………….……..24
1. Технологычний розділ
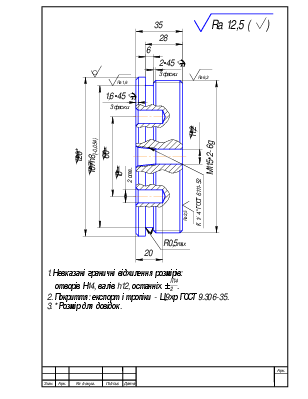
Згідно вихідних даних проводимо розрахунок додаткових кострукторських розмірів
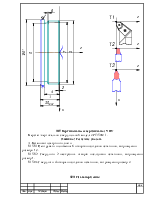
Розмір деталі складає Ø120 мм,довжина 35 мм.
Згідно рекомендацій [4] та користуючись конструкторськими рядами чисел приймаємо розмір кришки D =120 мм, довжина 35 мм
Кришка складається з різьби М115х2-6g яка з’єднує крику з гільзою, канавки Ø107h8 мм и шириною 6 мм для герметизації ущільнення між кришкою та гільзою. Отвором Ø11,2 мм і конічною різьбою за допомогою яких забезпечується відвід робочої рідини при тестуванні на тиск, після тестування отвір закручується заглушкою. Двох отворів Ø10 мм і глибиною 20 мм для приєднання гідроциліндра до рами.
На кресленні деталі є достатня кількість розмірів, видів та розрізів, що забезпечує повне розуміння конструктивних особливостей деталі.
Радіуси скгруглень приймаємо не більше 0,5 мм Маса деталі 2,9кг.
2.Обґрунтування вибору виготовлення заготовки
та розроблення її креслення
2.1 Вибор методу виготовлення заготовки
Деталь ”Кришка” призначена для забезпечення робочої напірної камери в гідроциліндрі а також надівання ущільнення яке запобігає витіканню мастила. . Аналіз конструктивних особливостей деталі, виконуваний за робочим кресленням, дозволяє зробити наступні висновки:габаритнірозміри – Ø 120´30мм, матеріал деталі – Сталь 40Х ГОСТ 1050-81 .Додеталі пред'являються високі вимоги по забезпеченню точностіташорсткості робочих поверхонь.
2.2. Характеристики хімічних та фізико-механічних властивостей матеріалу деталі
Характеризуючи хімічні та фізико-хімічні властивості матеріалу, необхідно навести його склад, указати числові значення відповідних параметрів. Деталь "Кришка" виготовляється з сталі 40Х ГОСТ 1050-81.
Хімічний склад, С %, Сталі 40Х ГОСТ1050-81: C –0.4%.
Сталь 40Х (температура плавлення 1160С, температурa заливання у ливарні форми 1260...1400°С, коефіцієнт лінійної усадки – 1,2%) має добрі ливарні властивості, рідкотекучість, добре заповнює форму і дозволяє одержувати якісні виливки.
Фізико-механічні
властивості сталі 40Л: тимчасовий оnip при розтягуванні ![]() в=180Н/мм2.
в=180Н/мм2.
Густина ![]() =7.8
=7.8![]() 103кг/м3.
103кг/м3.
2.3. Визначення серійності виробництва та групи складності
Для правильного підбору технологічного процесу виготовлення заготовки необхідно визначити тип виробництва, тобто групу серійності . Попередньо визначаємо, що заготовку отримуємо з круглого прокату Ø120мм.
Визначаємо групу серійності та тип виробництва. 4-та група серійності, тобто середньо серійне виробництво. Групу складності деталі. згідно [8, дод3] складає – 2.
3. Розробка технологічного процесу
3.1. Проектування технологічних послідовностей
оброблення поверхонь деталі
Конструкцію деталі можна розділити на сукупність типових геометричних фігур, які об`єднані загальним службовим призначенням деталі. Типовими елементами конструкції є: циліндричні або конічні, зовнішні та внутрішні поверхні, сукупність площин, фасонні поверхні- гвинтові, евольвентні та інші.
Відповідно до цього, практикою машинобудівного виробництва накопичено виробничий досвід технологічних послідовностей економічного оброблення типових поверхонь для забезпечення заданої точності розмірів та параметрів шорсткості робочих поверхонь. Практично всі технологічні довідники приводять такі послідовності. Типові технологічні послідовності оброблення поверхонь є типовими рекомендаціями, які необхідно додатково аналізувати та уточнювати при технологічному проектуванні.
Рис.2.1 Ескіз деталі та нумерація поверхонь
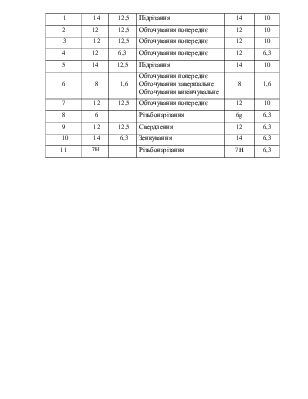
Послідовність обробки поверхонь Таблиця 2.1
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.