2.Технологічний розділ
2.1. Аналіз службового призначення та умов роботи деталі в вузлі.
Деталь вал використовується у редукторі. Вал передає крутний момент на різні механізми.
Крутний момент знімається з шпонки, яка розташована на кінці валу.
Крутний момент на вал передається за допомогою шківа, який кріпиться на валу за допомогою шпонкового з’єднання.
В загальному випадку вали можна назвати сукупність циліндричних, конічних, шліцьових, зубчастих, різьбових поверхонь, які об`єднані загальною віссю і до поверхонь, яких встановленні вимоги просторового положення.
За конструктивними особливостями вал є ступінчастим.
Основними конструкторськими базами (ОКБ) є поверхні під підшипники, тому потрібно забезпечити необхідну точність розмірів та просторового положення цих поверхонь при обробці.
Допоміжними конструкторськими базами (ДКБ) є шпонкові поверхні.
Висновок:в результаті аналізу службового призначення деталі і умов роботи в вузлі встановлено, що матеріал деталі сталь45 ГОСТ1050-88 відповідає заданим умовам роботи деталі в вузлі і може забезпечити надійну роботоздатність деталі.
На кресленні є достатня кількість розмірів, видів та перерізів, які забезпечують повне уявлення про геометричні особливості валу.
2.2.Обгрунтування вибору типу виробництва
На машинобудівних підприємствах розділяють три типа виробництва: одиничне, серійне, масове, які відрізняються один від одного різною програмою випуску деталей, періодичністю випуску, обладнанням, оснасткою,інструментом, організацією робочих місць, а також затратами часу на підготовку виробництва.
Тип виробництва- це класифікаційна категорія виробництва, яка визначається шириною номенклатури виготовлених деталей, регулярністю випуска, стабільністю, а також обсягом випуска.
Основною характеристикою типу виробництва є коефіцієнт закріплення операцій Кз.о., який показує відношення суми всіх операцій, до числа робочих місць.
 (2.1).
(2.1).
Де  - сума
всіх операцій.
- сума
всіх операцій.
 - сумарне число різноманітних робочих місць.
- сумарне число різноманітних робочих місць.
Згідно з ГОСТ14004-74 для середньосерійного типа виробництва ![]() . За результатами вибору ТП встановлюємо
для умов середньосерійного виробництва
. За результатами вибору ТП встановлюємо
для умов середньосерійного виробництва ![]() .
.
 (2.2)
(2.2)
де: ФС – дійсний річний фонд часу, хв;
N – річний випуск виробу;
Тшт.ср. – середній штучний час обробки, хв.
Також згідно зі стандартом серійне виробництво ділиться на малосерійне, серійне та великосерійне:
МС: ![]() ;
;
СС: ![]() ;
;
ВС: ![]() .
.
Серійне виробництво – таке виробництво, при якому виготовлення виробів проводиться серіями, складаеться з одноіменних однакових, як по конструкціі, так і по розмірам виробів.
Вироби виготовляються серіями, а деталі партіями.
Розмір партіі визначається декількома способами:
1) По мінімальній собівартості;
2) По часу обробки;
3) По річному обсягу випуску.
Розмір партіі визначається, виходячи з мінімальноі собівартості. Але собівартість невідома.
Розмір партіі можна визначити по формулі:
 (2.3).
(2.3).
де Тп.з.,Тшт. - відповідно підготовчо- заключний і штучний час виготовлення деталі;
![]() - коефіцієнт, який залежить від типу
виробництва (для середньосерійного виробництва -
- коефіцієнт, який залежить від типу
виробництва (для середньосерійного виробництва - ![]() =
10…20).
=
10…20).
Але Тп.з. і Тшт. Невідомі, тому:
 (2.4.).
(2.4.).
де: N – річний випуску; N = 1500 шт.
Фр – річний фонд робочих днів; Фр = 253 дн.
t – кількость днів зберігання деталі на складі, залежить от размірів і маси деталі; t = 12 дн.
Даний розмір оптимальної партії попередню приймають за основу, а кінцевий розмір оптимальної партії визначають після розрахунку Тп.з. і Тшт.
Висновок: технологічне проектування будемо виконувати для середньосерійного типу виробницства з коефіцієнтом закріплення операцій Кз.о. = 11. Для даної деталі річний обсяг випуску N = 15000 шт, розмір оптимальної партії nопт. = 700 шт.
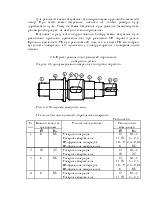
2.3. Відпрацювання конструкції деталі на
технологічність
Технологічність це властивості виробу, які забезпечують найбільшу простоту реалізації технологічного процесу.
Відпрацювання деталі на технологічність необхідно проводити під час її конструювання. Вимоги до технологічності конструкції деталі встановлені в ГОСТ 14204-73.
2.3.1. Якісні характеристики технологічності
Якісне відпрацювання конструкції деталі на технологічність проводиться згідно з ГОСТ 14204-73.
Поверхні, що оброблюються повинні бути більш простими.
Деталь виготовляється із конструкційної сталі 45 ГОСТ 1050-88, яка добре оброблюється різанням на металорізальних верстатах.
При обробці деталі не потрібно використовувати спеціальний різальний інструмент, всі поверхні є легкодоступними. Забеспечується також точне та надійне базування в процесі обробки.
При обробці канавки використовується стандартний різальний інструмент.
Висновок: в цілому, по якісним показникам деталь є технологічною.
2.3.2. Кількісні характеристики технологічности
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.