Міністерство освіти і науки України
Національний технічний університет України "КПІ"
Звіт №3
з практичних занять
з дисципліни "Проектування технологічних процесів"
Варіант №11
Лебедєв Є.Г.
Філімонов А.С.
Соловйова О.С.
Прийняв доц. Біланенко В.Г.
Київ НТУУ "КПІ" 2002
1.Аналіз службового призначення деталі в вузлі
Висновок: в результаті аналізу встановлено, знаходиться під впливом агресивного середовища і запропонований конструктором матеріал забезпечує працездатність деталі в таких умовах. На креслені деталі є достатня кількість видів, розрізів, які забезпечують повне розуміння конструктивних особливостей деталі.
2. Призначення типу виробництва
Найточніше тип виробництва розраховується за формулою :
 , але
враховуючи неможливість виконання розрахунку за даною формулою використовуємо
наближений метод визначення типу виробництва , за масою деталі (m), та річним
обсягом випуску (
, але
враховуючи неможливість виконання розрахунку за даною формулою використовуємо
наближений метод визначення типу виробництва , за масою деталі (m), та річним
обсягом випуску (![]() ).
).
Маса деталі m=2,96кг;
Річний обсяг випуску ![]() =25000 шт.
=25000 шт.
За цими даними
деталь належить до середньосерійного типу виробництва з коефіцієнтом
закріплення операцій з ![]() =12.
=12.
Висновок: всі
подальші розрахунки будемо виконувати для умов середньосерійного виробництва з
коефіцієнтом закріплення операцій ![]() =12.
=12.
3. Відпрацювання деталі на технологічність
Технологічність - це властивість виробу , яка забезпечує найбільш просту реалізацію технологічного процесу .
Відпрацювання деталі на технологічність представляє собою комплекс заходів по забезпеченню необхідного рівня технологічності конструкції по встановленим показникам , направлена на підвищення продуктивності праці, зниженню витрат і скорочення часу на виготовлення виробу з забезпеченням належного
Висновок: приймаючи до уваги конструкцію деталі, за якісними та кількісними показниками деталь є технологічною.
4. Обгрунтування виду та методу отримання заготовки
Так як матеріал деталі чавун то призначаємо вид отримання заготовки - литвом. Для виготовення заготовки корпусу найбільш прийнятне лиття у кокіль або піщані форми. Але при литті у кокіль чорних металів стійкість металевих форм відносно невисока і, крім того, при цьому спостерігається тенденція до вибілювання виливків з чавуну.
Таким чином, найдоцільніше виготовляти виливки корусу литтям у разові піщані форми з машинним формуванням за металевими моделями. Цей простий та дешевий спосіб лиття дозволяє одержувати чавунні виливки без вибілювання, забезпечує досить високу точність, легко піддається механізації та автоматизації. Зауважемо, що найбільш повне обгрунтування способу в виготовлення виливків можна одержати після економічного аналізу, який враховує витрати на матеріал зоготовки, на виготовлення виливка і його механічну обробку.
Приймаємо вид отримання заготовки литтям у разові піщані форми з машинним формуванням за металевими моделями.
Рис. 3.1. Ескіз заготовки
5.Обгрунтування вибору технологічних баз
Для реалізації вибору баз виконуємо класифікацію поверхонь за службовим призначенням. Конструкція будь якої деталі може бути представлена як сукупність чотирьох видів поверхонь:
1. основні конструкторські бази (ОКБ);
2. допоміжні конструкторські бази (ДКБ);
3. кріпильні поверхні (КП);
4. вільні поверхні (ВП).
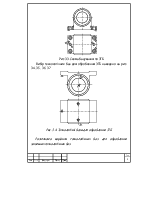
Рис. 3.2. Ескіз деталі
Для даної деталей є можливим безпосереднє перетворення основної конструкторської бази в загальну технологічну (принцип суміщення баз).
Теоретична схема базування по поверхням загльної технологічної бази навдено на рис. 3.3.
Рис 3.3. Схема базування по ЗТБ
Вибір технологічних баз для оброблення ЗТБ наведено на рис. 3.4, 3.5, 3.6, 3.7
Рис. 3.4. Технологічні бази для оброблення ЗТБ
Разглянемо варіанти технологічних баз для оброблення загальних технологічних баз.
Рис. 3.5. Технологічні бази для оброблення ЗТБ
Цей варіант базування забезпечує точне положення вертикальної вісі головного отвору, але не забезпечує точність положення горизонтальної вісі головного отвору, точність просторового положення взаємопов’язаних поверхонь опорної та торцевої.
Рис. 3.6. Технологічні бази для оброблення ЗТБ
Цей варіант базування найбільш простий зв'язаний з поверхнею обробки найкоротшим розмірним ланцюгом, але не уточнюється просторове положення вісі головного отвору, не рівномірний припуск на головний отвір, не уточнюється точність просторового положення взаємопов’язаних поверхонь опорної та торцевої.
Рис. 3.7. Технологічні бази для оброблення ЗТБ
Цей варіант базування забезпечує точність просторового положення взаємопов’язаних поверхонь опорної та торцевої, але не забезпечує точність просторового положення вісі головного отвору, не рівномірний припуск на головний отвір.
Рис 3.7. Розбиття деталі на окремі поверхні
Таблиця 3.1. Послідовність обробки поверхонь
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.