





Переваги: 1) Забезпечується рівномірний припуск на обробку отвору.
Недоліки: 1) Складна конструкція пристрою.
2) При обробці можливий перекіс деталі, тому необхідна велика сила затиску.
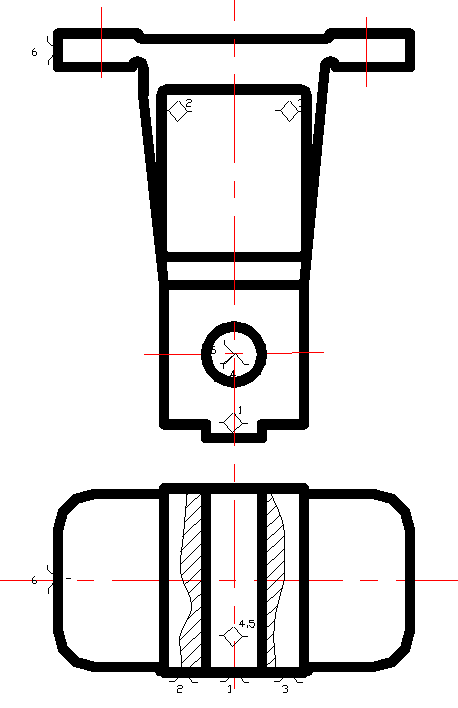 |
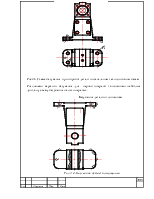
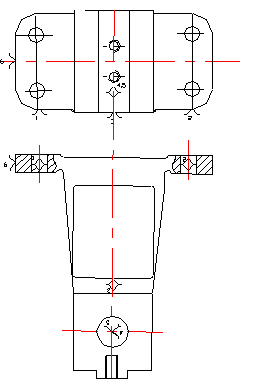
Рис. 2.7. Базування деталі по площині та отвору
Переваги: 1) Установча база має велику площу опорного трикутника.
2) Забезпечується рівномірний припуск на обробку отвору.
Недоліки: 1) Базування ведеться по поверхні, яка в подальшому підлягає обробці.
2) Складна конструкція пристрою.
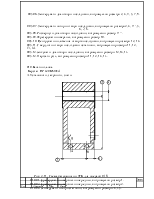
Базування деталі по площині та отвору
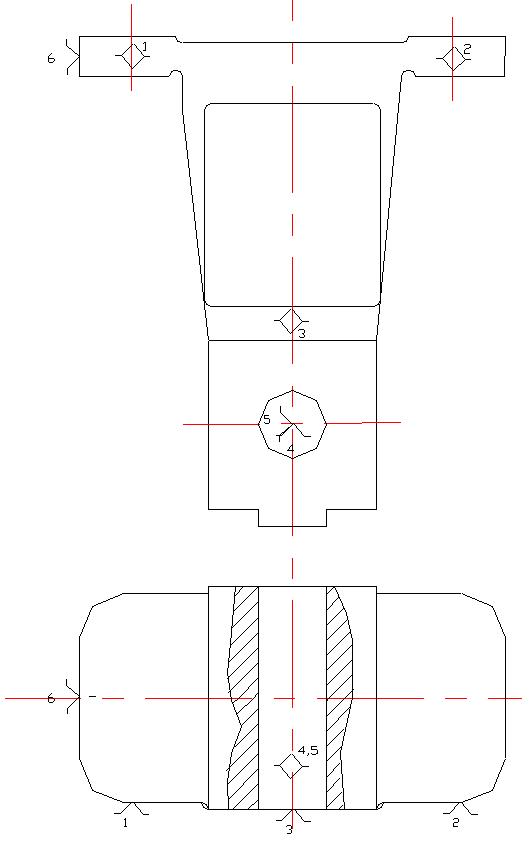 |
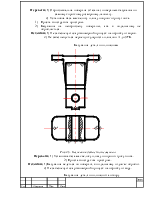
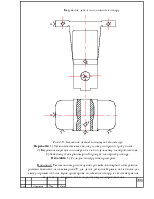
Рис.2. 8. Базування деталі по площині та отвору
Переваги: 1) Установча база має велику площу опорного трикутника.
2) Базування ведеться по поверхні, яка в подальшому не оброблюється.
3) Забезпечується рівномірний припуск на обробку отвору.
Недоліки: 1) Складна конструкція пристрою.
Висновок: Таким чином, розглянувши усі можливі варіанти базування, робимо висновок, що схема рис.2.8 для даної деталі найкраща, так як вона дає змогу отримати більш вірне просторове положення отвору, а також базування ведеться по поверхні, яка в подальшому не оброблюється.
2.6Проектування технологічних послідовностей оброблення деталі.
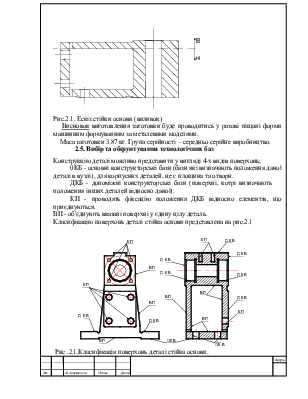
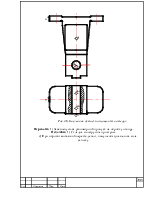
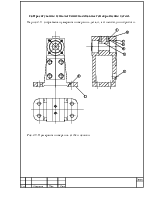
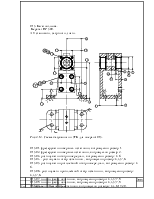
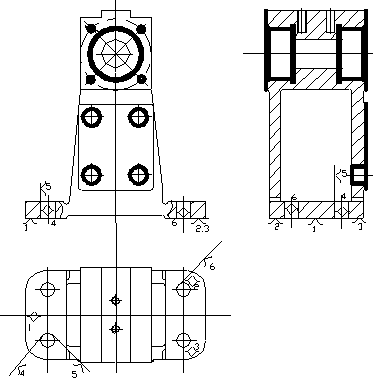
На рис.2.9. зображена нумерація поверхонь деталі , які необхідно обробити.
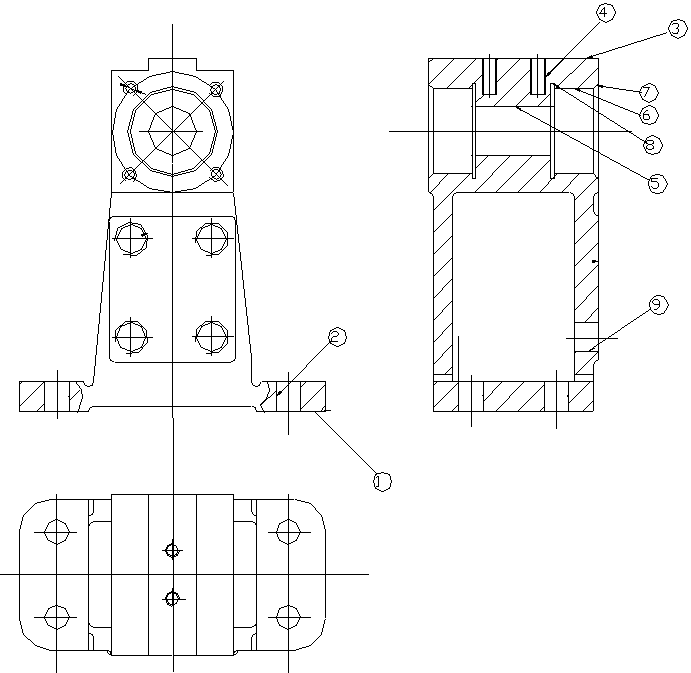 |
Рис.2.9. Нумерація поверхонь стійки основи.
Технологічні послідовності оброблення поверхонь.
Таблиця 2.1.
|
№ п/п |
Вимоги якості за кресленням |
Типові послідовності |
Технологічні можливості |
||
|
JT |
Ra |
JT |
Ra |
||
|
1 |
10 |
2,5 |
Фрезерування попереднє Фрезерування остаточне |
14-11 10 |
10 2,5 |
|
2 |
9 |
1,23 |
Свердління Зенкерування Розвертання |
12 11 9 |
20 2,5 1,25 |
|
3 |
12 |
10 |
Фрезерування |
12 |
10 |
|
4 |
10 |
2,5 |
Свердління Нарізання різі |
12 10 |
20 2,5 |
|
5 |
12 |
5 |
Розточування |
12 |
5 |
|
6 |
11 |
2,5 |
Розточування попереднє Розточування завершальне |
12 11 |
5 2,5 |
|
7 |
14 |
6,3 |
Точіння |
14 |
6,3 |
|
8 |
14 |
6,3 |
Точіння |
14 |
6,3 |
|
9 |
10 |
2,5 |
Свердління Нарізання різі |
12 10 |
20 2,5 |
|
10 |
10 |
2,5 |
Свердління Нарізання різі |
12 10 |
20 2,5 |
2.7. Проектування варіантів маршрутних технологічних
процесів
На даному етапі проектування необхідно розробити маршрутний технологічний процес обробки заданої деталі, базуючись на результати попередніх етапів і рекомендаціях по розробці маршрутних ТП. При розробці маршрутних технологій для реалізації кожної технологічної операції вславлюють групу і модель верстата, необхідні пристосування і інструмент. Загальні правила вибору технологічного обладнання встановлені ГОСТ 14404-73.
Загальні правила розробки маршрутного ТП.
1) В першу чергу оброблюються поверхні, які становлять ТБ для наступної обробки.
2) Кожна наступна операція повинна покращувати якість оброблюваної поверхні.
3) Чорнову і чистову обробку заготовки необхідно розділяти на різні операції.
4) Викінчувальні операції необхідно проводити в кінці ТП.
5) Отвори необхідно свердлити в кінці ТП, якщо вони не є базами для установки.
6) Обробку поверхонь з точним взаємним положенням необхідно проводити в одній операції.
7) Переходи необхідно розташовувати так, щоб шлях менш стійких інструментів був мінімальний
Таблиця 8.1.- Маршрутний технологічний процес виготовлення деталі стійка основи.
|
№ операції |
Назва операції та Ії схема базування |
Обладнання |
Пристосування |
Різальний інструмент |
|
|
Багатоцільва |
Багатоцільовий |
Універсальне |
Свердло, Зенкер Зенківка Розгортка Мітчик, Фреза. |
|
010 |
Багатоцільова
|
Багатоцільовий |
Універсальне |
Фреза, Різець |
|
|
Багатоцільова |
Багатоцільовий |
Універсальне |
Свердло, Зенкер Зенківка Розгортка Мітчик, Фреза, Різець. |
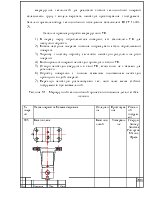
2.8.Проектування змісту технологічних операцій
005. Багатоцільова.
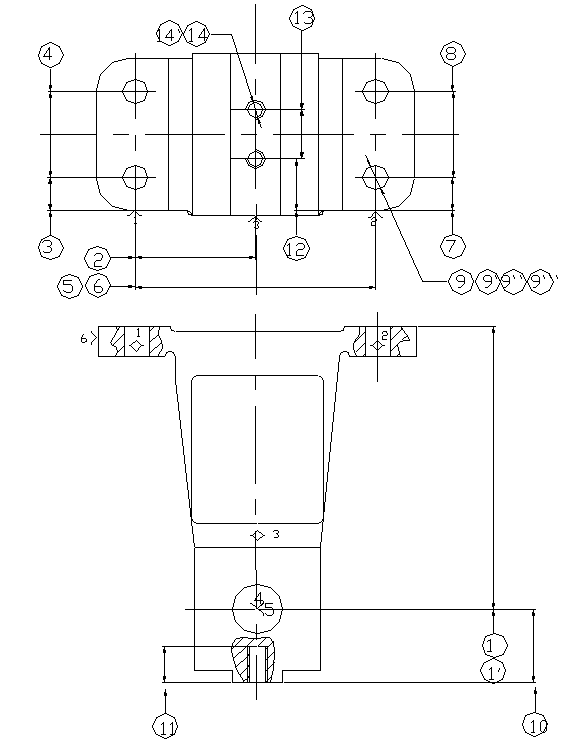 |
А.Установити, закріпити, зняти.
Рис. 2.10. Схема базування по площині та отвору ,для операції 005.
005.01. Фрезерувати поверхню попередньо, витримуючи розмір 1.
005.02. Фрезерувати поверхню остаточно, витримуючи розмір 1`.
005.03. Центрувати положення отворів послідовно, витримуючи розміри 2, 3, 5, 6, 7, 8.
005.04. Свердлити два отвори послідовно, остаточно, витримуючи розміри 2, 3, 9, 5, 6.
005.05. Свердлити два отвори послідовно, остаточно, витримуючи розміри 2, 3, 9, 5, 6, 8.
005.06. Зенкерувати два отвори послідовно, витримуючи розміри 2, 3, 9, 5, 7, 8.
005.07. Зенкерувати чотири отвори послідовно, витримуючи розміри2, 3, 9``, 5, 6, 7, 8.
005.08. Розвернути два отвори послідовно, витримуючи розмір 9```.
005.09. Фрезерувати поверхню, витримуючи розмір 10.
005.10. Центрувати положення отворів послідовно, витримуючи розміри 12, 13.
005.11. Свердлити отвори послідовно остаточно, витримуючи розміри 11, 12, 13, 14.
005.12.зенкувати два отвори послідовно, витримуючи розміри 12,13,14.
005.12. Нарізати різь, витримуючи розміри 11, 12, 13, 14.
010.Багатоцільова.
Верстат ИР 320ВМФ-4 А.Установити, закріпити, зняти.
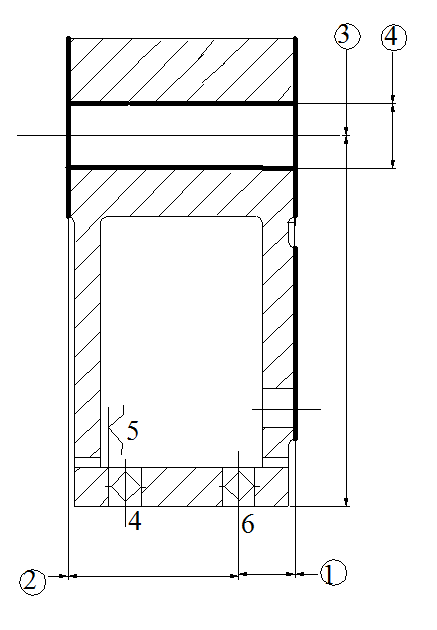
Рис. 2.11. Схема базування по ЗТБ для операції 010.
010.01. фрезерувати поверхню попередньо, витримуючи розмір 1.
010.02. фрезерувати поверхню попередньо, витримуючи розмір 2.
010.03. зенкерувати отвір остаточно, витримуючи розміри: 3,4,5.
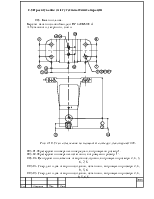
015. Багатоцільова.
Верстат ИР 500.
А.Установити, закріпити, зняти.
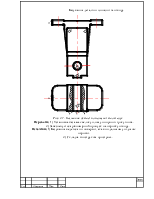
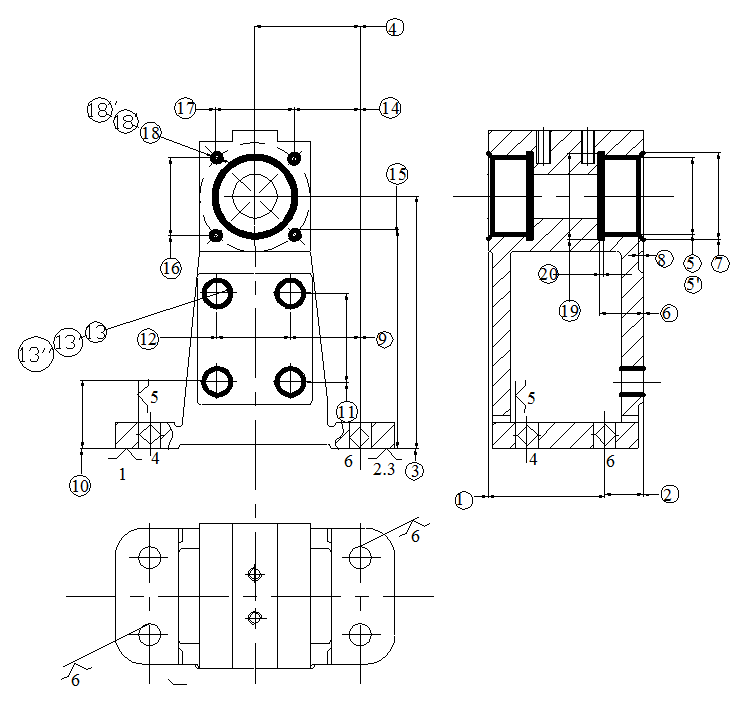 Рис.2.12. Схема базування по ЗТБ для операції 015.
Рис.2.12. Схема базування по ЗТБ для операції 015.
015.01. фрезерувати поверхню. остаточно, витримуючи розмір 1.
015.02. фрезерувати поверхню остаточно, витримуючи розмір 2.
015.03. розточувати отвір попередньо , витримуючи розмір: 3-6.
015.04. . розточувати отвір остаточно , витримуючи розмір: 3,4,5’,6.
015.05. розточувати протилежний отвір попередньо , витримуючи розмір:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.
 005
005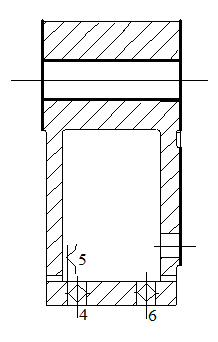
 015
015