4. Разработка маршрута обработки детали.
Весы.
Слесарный стол, тиски.
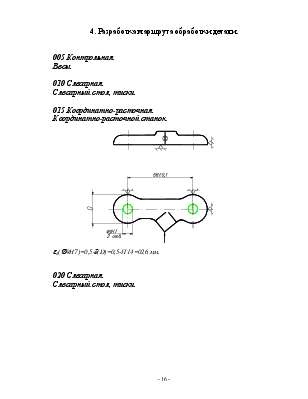
015 Координатно-расточная.
Координатно-расточной станок.
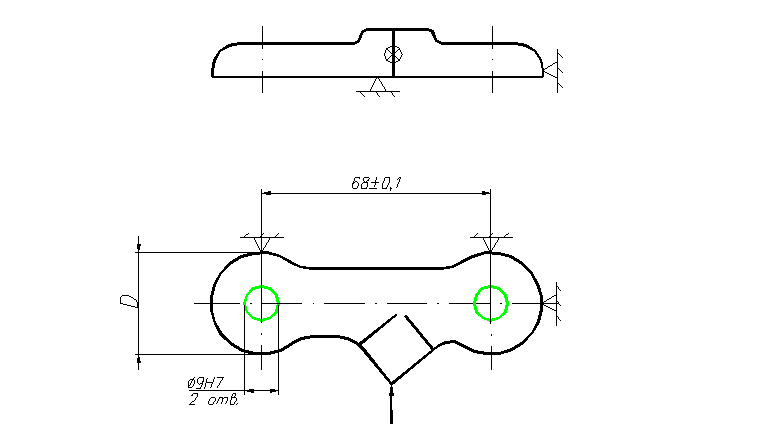
ed(Æ9H7)=0,5×d(D)=0,5×IT14=026 мм.
020 Слесарная.
Слесарный стол, тиски.
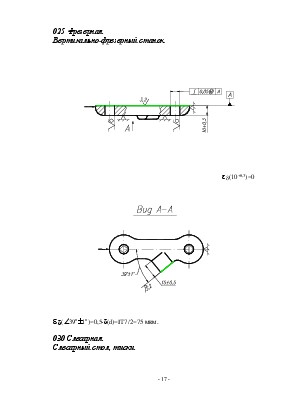
025 Фрезерная.
Вертикально-фрезерный станок.
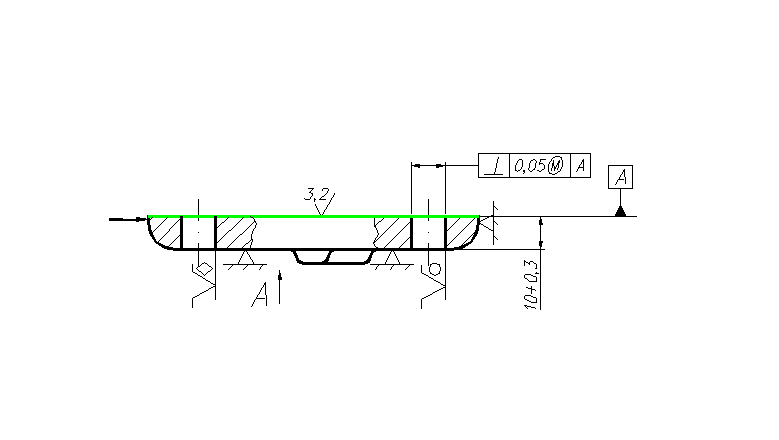
ed(10+0,3)=0
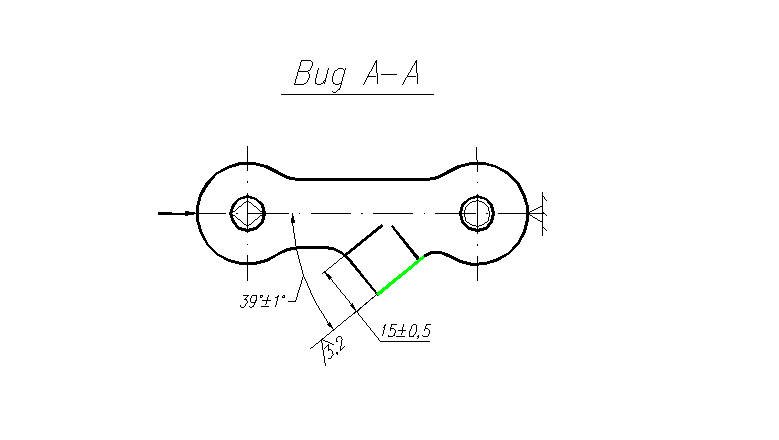
ed(Ð39°±1°)=0,5×d(d)=IT7/2=75 мкм.
Слесарный стол, тиски.
035 Промывочная.
Ванна УЗВ.
040 Контрольная.
Концевая мера, угловая мера.
045 Виброшлифовка.
ВВУ-80.
050 Контрольная.
Стол ОТК.
055 Координатно-расточная.
Координатно-расточной станок.
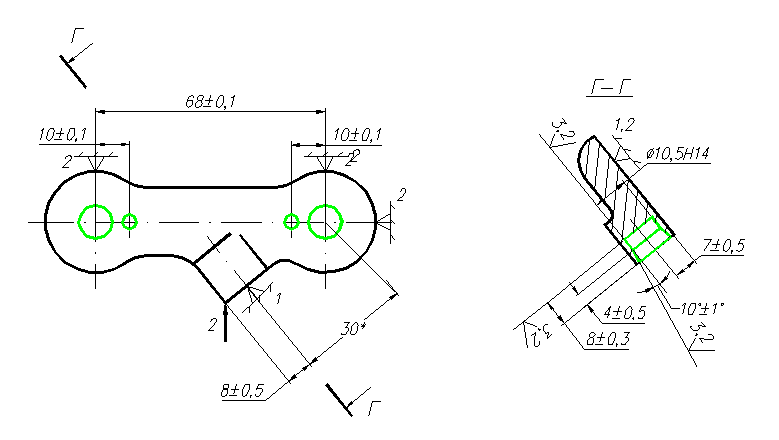
ed(Æ10H7)=0 ed(Æ10,5H14)=0,5×d(Æ9H7)=7,5мкм.
ed(8±0,3)= ed(4±0,5)=0
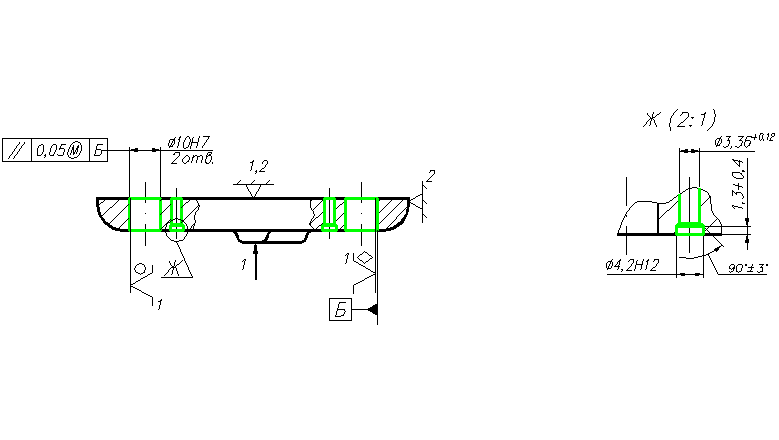
ed(Æ3,36+0,12)= ed(Æ4,2H12)=0,5×d(Æ9H7)=7,5 мкм. ed(1,3+0,4)= d(10+03)=0,3мм.
060 Слесарная.
Слесарный стол, тиски, метчик.
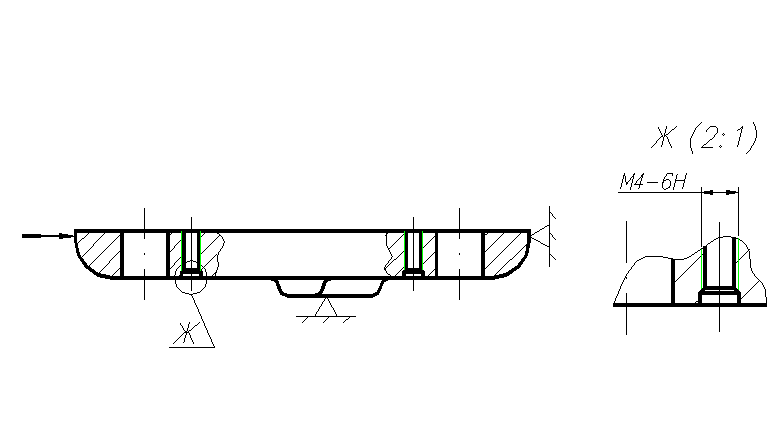
ed(М4-6H)=0
065 Промывочная.
Ванна УЗВ.
070 Контрольная.
Пробка Æ10H7, винт М4.
075 Нанесение анодного покрытия.
080 Контрольная.
Стол ОТК.
5. Разработка маршрута обработки основных поверхностей детали.
Основные поверхности детали могут быть получены различными методам , так отверстия Æ10H7 могут быть получены зенкированием отверстия Æ9 с последующим развёртыванием на вертикально-сверлильном станке. При этом схемы базирования будут оставаться теми же. Размеры 10+0,3 и 8±0,5 можно так же получить на плоско-шлифовальном станке черновым шлифованием, с сохранением тех же установочных баз. Отверстие Æ10,5H7 с прилегающим к нему конусам может быть изготовлено методом электро-химической обработки, например на электрозионном станке при тех же установочных базах. Электро-физико-химическими методами могут быть получены и все остальные основные поверхности детали, но с экономической точки зрения наиболее выгодными в данном случае являются механические методы рассмотренные в маршруте обработки.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.