Дроссельное уплотнение осуществляется за счет дросселирования газа вследствие трения при протекании его по длинной кольцевой щели. Конструктивно это уплотнение выполняется в виде дроссельной втулки, в которой помещается с небольшим зазором плунжер. Эффективность дроссельного уплотнения увеличивается с уменьшением кольцевого зазора и за счет введения в него смазки.
Дроссельное уплотнение в чистом виде в поршневых компрессорах применяют редко. Однако оно используется в комбинации с уплотнением поршневыми кольцами и сальниковым уплотнением.
Достоинства дроссельного уплотнения со шлифованными элементами:
- малое трение;
- высокая герметичность.
Недостатки дроссельного уплотнения:
- пригодность только для чистых жидкостей и газов;
- большая чувствительность к температурным расширениям и боковым усилиям, которые могут привести к защемлению.
На практике дроссельные уплотнения со шлифованными поверхностями применяют в поршневых манометрах, масляных и топливных насосах, а также иногда в компрессорах сверхвысокого давления (например, на 4000 ат в химии).
Гидравлическое уплотнение поршней-плунжеров ступеней сверхвысокого давления было разработано в Ленфилиале НИИхиммаш в 1953 г. и впоследствии внедрено для этиленовых дожимающих компрессоров на 1500 ат.
Гидравлическое уплотнение поршня осуществляется в виде гидравлического затвора, образуемого слоем смазывающей жидкости, заполняющей кольцевую щель между втулкой и поршнем. Смазка в камеру гидрозатвора нагнетается под давлением от специального насоса при работе компрессора.
Поскольку в этом случае через
кольцевую щель протекает жидкость, а не газ, то ее можно делать с большим
зазором, чем при дроссельном уплотнении. Однако для снижения расхода
смазывающей жидкости этот зазор выполняют по возможности минимальным, но таким,
чтобы не происходило защемления поршня во втулке из-за теплового расширения
деталей. Практически поверхность втулки (внутреннюю) и поршня обрабатывают по ![]() и пригоняют с малым диаметральным зазором
(0,03…0,04) мм.
и пригоняют с малым диаметральным зазором
(0,03…0,04) мм.
Для устранения возможности попадания механических включений в зазор на линии подвода смазки установлены фильтры тонкой очистки в непосредственной близости от камеры гидрозатвора и на линии всасывания газа перед всасывающим клапаном.
В настоящее время гидравлическое уплотнение для компрессоров сверхвысокого давления применяют для диаметров до 30 мм. Например, у этиленового компрессора ГГ-5/400-1500 (р1=400 ата, р2=1500 ата, Q=5 нм3/мин, Dц=30 мм) смазка нагнетается под давлением р=1100…1200 ат и расход смазки (глицерин) 4 л/ч.
Высказывается мнение о возможности использования этого типа уплотнения для больших диаметров цилиндров.
Сальниковое уплотнение (сальник) представляет собой специальное устройство, уплотняющим элементом которого является сальниковая набивка. Сальники в поршневых компрессорах применяют для уплотнения штоков, а иногда и плунжеров ступеней высокого давления.
Набивка сальника помещается между подвижным штоком и неподвижными деталями сальниковой камеры и тем или иным способом прижимается к ним, чем и достигается уплотнение. Между штоком и сальниковой набивкой всегда существует во время работы узкая щель, обычно заполненная масляной пленкой, позволяющая штоку двигаться в сальнике.
|
|
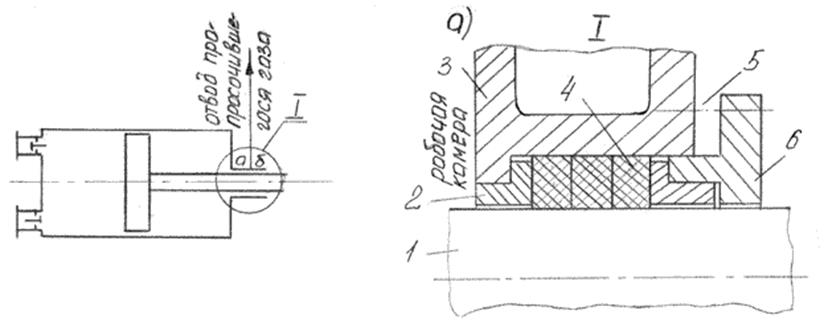
Рис. . Схема уплотнения штока
1 – шток; 2 – грундбукса (бронза); 3 – корпус сальниковой камеры; 4 – набивка сальниковая; 5 – шпилька; 6 – втулка нажимная
Сальники бывают:
- с мягкой набивкой (рис. );
- с твердой набивкой (рис. ).
1) просаленный и прографиченный асбестовый шнур. Применяется при сжатии различных сред (воздух, сернистый газ, углекислый газ, аммиак, хлор) до р=250 ат и температура до 300 ºC. Подвод масла здесь не нужен, так как смазка выделяется из набивки при небольшом нагреве, возникающем от трения;
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.