


Лабораторная работа № 11
Нарезание зубчатых колёс червячной фрезой
Цель работы: освоение методики нарезания эвольвентных зубчатых колёс модульной червячной фрезой методом огибания, выполнение кинематических и геометрических расчётов зубчатых и червячных передач, измерение контрольных параметров.
Оборудование: лабораторная установка ТММ-СГУПС для нарезания эвольвентных зубчатых колёс червячной фрезой, штангенциркуль, штангензубомер.
Краткие теоретические сведения
Об щие положения
Зубчатые колёса изготовляют двумя основными способами: копированием и огибанием. Основные положения изложены в лаб. работе № 10, где описано моделирование процесса изготовления зубчатого колеса методом огибания (обкатки) инструментальной рейкой на лабораторной установке ТММ-42. Из многих технологий изготовления наиболее высокопроизводительным методом является нарезание зубчатых колес методом огибания модульной червячной фрезой.
Кинематические соотношения |
Основные сведения по кинематике зубчатой передачи изложены в лаб. работе №7. Передаточное отношение зубчатой передачи:
 (11.1)
(11.1)
где ![]() -
число зубьев ведомого колеса, которое в индексе
-
число зубьев ведомого колеса, которое в индексе ![]() стоит
на втором месте,
стоит
на втором месте, ![]() - число зубьев ведущего колеса; в
червячной передаче
- число зубьев ведущего колеса; в
червячной передаче ![]() - число заходов червяка.
- число заходов червяка.
Общее передаточное отношение последовательно расположенных зубчатых передач равно произведению передаточных отношений отдельных ступеней:
![]()
![]() .
(11.2)
.
(11.2)
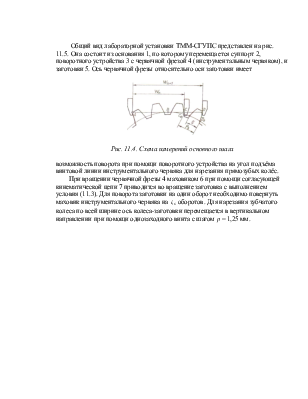
На рис. 11.1 представлена кинематическая схема лабораторной установки.
При нарезании зубчатого колеса инструментальным червяком И осуществляется станочное зацепление, когда заготовка посредством согласующей кинематической цепи совершают вращательное движение по условию:
![]() (11.3)
(11.3)
где ![]() -
осевая скорость инструментального червяка,
-
осевая скорость инструментального червяка, ![]() -
окружная скорость по делительной окружности нарезаемого колеса.
-
окружная скорость по делительной окружности нарезаемого колеса.
![]() (11.4)
(11.4)
![]() (11.5)
(11.5)
где ![]() -
осевой шаг инструментального червяка, мм;
-
осевой шаг инструментального червяка, мм; ![]() - число
заходов инструментального червяка; zк – число зубьев нарезаемого колеса; mи – осевой модуль
инструментального червяка, мм; mк – модуль нарезаемого колеса; dк
- делительный диаметр нарезаемого колеса; n1 - частота
вращения инструментального червяка, об/мин, n6 – частота
вращения заготовки.
- число
заходов инструментального червяка; zк – число зубьев нарезаемого колеса; mи – осевой модуль
инструментального червяка, мм; mк – модуль нарезаемого колеса; dк
- делительный диаметр нарезаемого колеса; n1 - частота
вращения инструментального червяка, об/мин, n6 – частота
вращения заготовки.
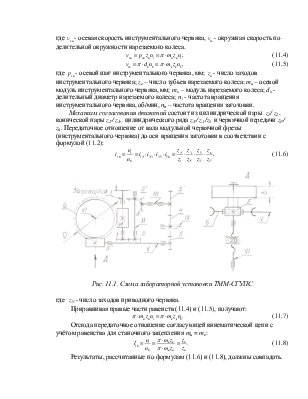
Механизм согласования движений состоит из цилиндрической пары z1/ z2, конической пары z2'/ z3, цилиндрического ряда z3'/ z4 /z5 и червячной передачи z5'/ z6. Передаточное отношение от вала модульной червячной фрезы (инструментального червяка) до оси вращения заготовки в соответствии с формулой (11.2):
 (11.6)
(11.6)
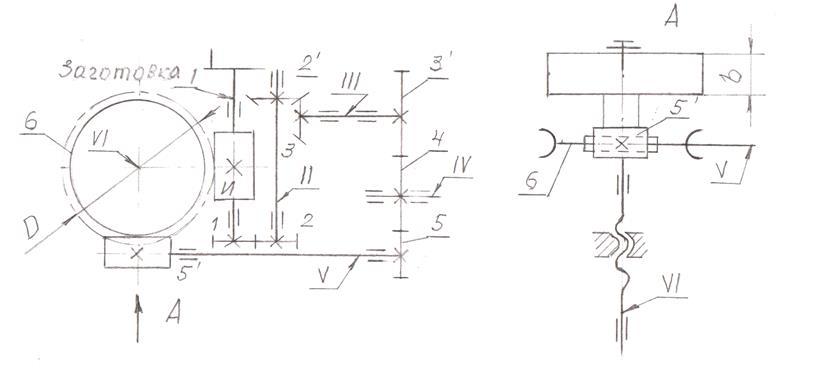
Рис. 11.1. Схема лабораторной установки ТММ-СГУПС
где ![]() -
число заходов приводного червяка.
-
число заходов приводного червяка.
Приравнивая правые части равенств (11.4) и (11.5), получают:
![]() (11.7)
(11.7)
Отсюда передаточное отношение согласующей кинематической цепи с учётом равенства для станочного зацепления mи = mк:
 (11.8)
(11.8)
Результаты, рассчитанные по формулам (11.6) и (11.8), должны совпадать.
Диаметр вершин червяка определяют по формуле:
![]() (11.9)
(11.9)
Делительный диаметр:
![]() (11.10)
(11.10)
Диаметр вершин инструментального червяка больше диаметра вершин червяка на величину радиального зазора (0,2m):
![]() (11.11)
(11.11)
где m
– осевой модуль червяка, равный окружному модулю колеса; ![]() - коэффициент диаметра червяка.
- коэффициент диаметра червяка.
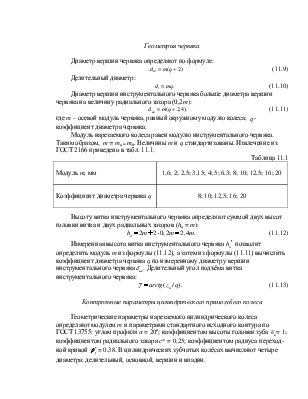
Модуль нарезаемого колеса равен модулю инструментального червяка. Таким образом, m = mи = m6. Величины mи q стандартизованы. Извлечение из ГОСТ 2166 приведено в табл. 11.1.
Таблица 11.1
|
Модуль m, мм |
1,6; 2; 2,5; 3,15; 4; 5; 6,3; 8; 10; 12,5; 16; 20 |
|
Коэффициент диаметра червяка q |
8; 10; 12,5; 16; 20 |
Высоту витка инструментального червяка определяют суммой двух высот головки витка и двух радиальных зазоров (ha = m):
![]() (11.12)
(11.12)
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.