к.т.н. Нехамин С.М., к.т.н. Лунин А.Г.,
к.т.н. Крутянский М.М., Филппов А.К.
Использование выпрямленного тока дает качественно новые возможности для комплексного улучшения показателей дуговых сталеплавильных печей (ДСП) и руднотермических печей (РТП). Приведены основные параметры выпускаемых ДСП постоянного тока для плавки черных и цветных металлов и сплавов. Рассмотрен опыт работы промышленной печи выпрямленного тока мощностью 6,4 МВт, выплавляющей кремний.
Научно-производственные фирма «КОМТЕРМ» совместно с фирмой «АРКТЕРМ» и разрабатывает и поставляют плавильные электродуговые агрегаты постоянного тока, дающие высокую норму прибыли и низкий срок окупаемости в различных отраслях: металлургическом и литейном производствах, огнеупорной, абразивной и химической промышленности, производстве ферросплавов.
Результаты многолетних исследований и проектно-конструкторских работ, проведённых в области создания электропечей постоянного тока как наиболее перспективного типа крупного электротермического оборудования, широко используются в металлургии черных и цветных металлов, литейных производствах ввиду высокой экономической эффективности, повышения качественных показателей выплавляемых продуктов за счет использования кондуктивного перемешивания ванны расплава, улучшению качества питающего электропечи напряжения, повышения экологических и санитарных показателей производств, оснащенных печами постоянного тока.
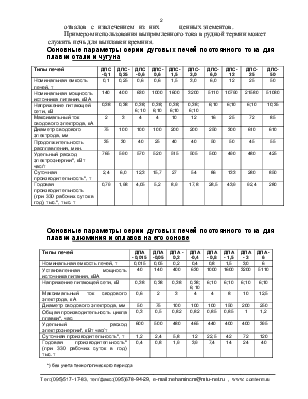
Анализ особенностей печей этого типа достаточно освещен в литературе [1-3]. Перечень и основные параметры выпускаемых дуговых печей постоянного тока для плавки стали, чугуна, сплавов на основе меди и алюминия приведены в таблицах 1, 2.
В огнеупорной промышленности, при выплавке штейна, обеднительной или обогатительной плавке руд и концентратов использование постоянного тока для электродуговых плавильных печей представляет интерес с учетом следующих их особенностей:
- более полная очистка расплавов (шлака) в печах от металлической фазы за счет электрофизических и электрохимических эффектов постоянного тока;
- экономия электродов;
- снижение затрат на природоохранные мероприятия;
- повышенное качество электроэнергии и снижение ее расхода;
- улучшение условий труда;
- широкие возможности для переработки твёрдых отходов и шлаковых отвалов с извлечением из них ценных элементов.
Примером использования выпрямленного тока в рудной термии может служить печь для выплавки кремния.
Основные параметры серии дуговых печей постоянного тока для плавки стали и чугуна
|
Типы печей |
ДПС-0,1 |
ДПС-0,25 |
ДПС-0,6 |
ДПС-0,6 |
ДПС-1,5 |
ДПС-3,0 |
ДПС-6,0 |
ДПС-12 |
ДПС-25 |
ДПС-50 |
|
Номинальная емкость печей, т |
0,1 |
0,25 |
0,6 |
0,6 |
1,5 |
3,0 |
6,0 |
12 |
25 |
50 |
|
Номинальная мощность источника питания, кВА |
140 |
400 |
630 |
1000 |
1600 |
3200 |
5110 |
10790 |
21580 |
51080 |
|
Напряжение питающей сети, кВ |
0,38 |
0,38 |
0,38; 6; 10 |
0,38;6;10 |
0,38;6;10 |
0,38; 6;10 |
6;10 |
6;10 |
6;10 |
10;35 |
|
Максимальный ток сводового электрода, кА |
2 |
3 |
4 |
4 |
10 |
12 |
16 |
25 |
72 |
85 |
|
Диаметр сводового электрода, мм |
75 |
100 |
100 |
100 |
200 |
200 |
250 |
300 |
610 |
610 |
|
Продолжительность расплавления, мин. |
35 |
30 |
40 |
25 |
40 |
40 |
50 |
50 |
45 |
55 |
|
Удельный расход электроэнергии*, кВт час/т |
765 |
590 |
570 |
520 |
515 |
505 |
500 |
490 |
480 |
425 |
|
Суточная производительность*, т |
2,4 |
6,0 |
12,3 |
15,7 |
27 |
54 |
86 |
133 |
280 |
850 |
|
Годовая производительность (при 330 рабочих суток в год), тыс.*, тыс. т |
0,79 |
1,98 |
4,05 |
5,2 |
8,9 |
17,8 |
28,5 |
43,9 |
92,4 |
280 |
Основные параметры серии дуговых печей постоянного тока для плавки алюминия и сплавов на его основе
|
Типы печей |
ДПА - 0,015 |
ДПА -0,05 |
ДПА -0,2 |
ДПА -0,4 |
ДПА - 0,8 |
ДПА - 1,5 |
ДПА - 3 |
ДПА -6 |
|
Номинальная емкость печей, т |
0,015 |
0,05 |
0,2 |
0,4 |
0,8 |
1,5 |
3,0 |
6 |
|
Установленная мощность источника питания, кВА |
40 |
140 |
400 |
630 |
1000 |
1600 |
3200 |
5110 |
|
Напряжение питающей сети, кВ |
0,38 |
0,38 |
0,38 |
0,38; 6; 10 |
6;10 |
6;10 |
6;10 |
6;10 |
|
Максимальный ток сводового электрода, кА |
0,6 |
2 |
3 |
4 |
4 |
8 |
10 |
12,5 |
|
Диаметр сводового электрода, мм |
50 |
75 |
100 |
100 |
100 |
150 |
200 |
250 |
|
Общая производительность цикла плавки*, час |
0,3 |
0,5 |
0,82 |
0,82 |
0,85 |
0,85 |
1 |
1,2 |
|
Удельный расход электроэнергии*, кВт час/т |
600 |
500 |
480 |
465 |
440 |
400 |
400 |
395 |
|
Суточная производительность*, т |
1,2 |
2,4 |
5,8 |
12 |
22,5 |
42 |
72 |
120 |
|
Годовая производительность* (при 330 рабочих суток в год) тыс.т |
0,4 |
0,8 |
1,9 |
3,9 |
7,4 |
14 |
24 |
40 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.