где tП1 и tП2 — время пуска при прямом и обратном ходе; tТ1 и tT2 — время торможения при прямом и обратном ходе; tПР и tОБР— время прямого и обратного установившегося движения стола.
Изменение пути и скорости стола за один цикл показывает, что при неизменной скорости резания (υРЕЗ) для конкретных условий, уменьшить время цикла (ТЦ) можно за счет времени пуска (tП1 и tП2), торможения (tТ1 и tT2) и увеличения скорости холостого хода (υХХ), которая всегда больше скорости резания.
На практике производительность станка оценивается количеством двойных ходов в минуту (Nдв.х/мин), которое может быт определено по формуле

где υПР, υОБР — скорости прямого и обратного хода стола, м/мин; L— длина хода стола, м; tРЕВ— время реверсирования стола, с.
Из этого выражения видно, что увеличить производительность (число двойных ходов) станка можно следующими способами:
- увеличением скорости обратного хода (υОБР), но до определенного предела;
- уменьшением времени реверсирования tРЕВ).
Примечание — Скорость прямого хода (υПР) для конкретного изделия неизменна и определяется технологическим процессом. При малых длинах строгания эффективным средством повышения производительности станка является уменьшение времени реверса.

Рис. 6.2. Изменение пути (l) и скорости стола (υСТ) за один цикл
Это достигается повышением быстродействия привода и выбором оптимальной скорости обратного хода.
При больших длинах строгания эффективным является увеличение скорости обратного хода.
Примечание — Чрезмерное увеличение скорости обратного хода при малых и средних длинах строгания может привести к росту tpeB, при котором повышения производительности не будет.
Сокращение времени реверса (Урев) ограничено, так как производится подъем и опускание резцов, а также — поперечная подача суппортов.
Кроме того, с уменьшением времени реверса возрастают динамические нагрузки в передачах станка.
Время протекания переходного процесса при реверсировании зависит от момента инерции движущихся частей, поэтому решение должно быть оптимальным.
Учитывая изложенное выше, можно сделать вывод, что производительность станка и качество обработки изделий зависит, в основном, от электропривода стола.
Управление главным приводом Система Г-Д с МУ.
Особенности такого электропривода можно рассмотреть на примере продольно-строгального станка модели 7242Б.
Станок предназначен для обработки изделий размером 4000 х 1500 мм и имеет следующие основные показатели:
• максимальное тяговое усилие при ипр = 5...25 м/мин — 90 кН,
• диапазон регулирования скорости резания — от 5 до 75 м/мин,
• привод стола — два последовательно соединенных двигателя постоянного тока мощностью по 32 кВт при напряжении 110 В,
• генератор, питающий двигатели мощностью 70 кВт при напряжении 230 В,
• регулирование скорости двигателей в диапазоне 15:1 производится только изменением напряжения генератора.
Принципиальная электрическая схема управления ЭП стола в упрощенном варианте представлена на рис. 6.3.
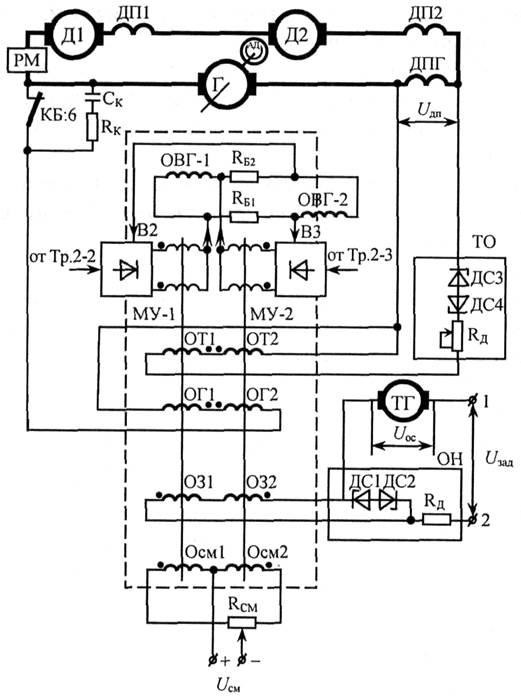
Рис. 6.3. Принципиальная электрическая схема управления ЭП стола продольно-строгального станка по системе Г-Д с МУ
Замена одного двигателя полной мощности двумя двигателями половинной мощности уменьшает момент инерции привода стола, а значит, потери энергии уменьшаются, производительность может быть увеличена за счет повышения ускорения.
Основные элементы схемы.
ОВГ-1 и ОВГ-2 — обмотка возбуждения генератора, разделенная на две секции, которые включены в плечи уравновешенного моста;
RБ1 и R Б2 — балластные резисторы плеч моста;
МУ-1 и МУ-2 — магнитные усилители, включенные в диагональ моста, с внутренней обратной связью и выходом на постоянном токе;
Примечание — Полярность напряжения на выходе обеспечивает суммирование токов (Iму-1 + Iму-2) на балластных (RБ1 и R Б2) сопротивлениях и вычитание (Iму-1 - Iму-2) в полуобмотках.
ОТ1 и ОТ2 — обмотки ограничения тока якорной цепи генератора и Д1, Д2; ОГ1 и ОГ2 — обмотки генератора, управляющие;
ОЗ1 и ОЗ2 — обмотки задающие магнитных усилителей; Осм 1, Осм2 — обмотки смещения.
Примечание— Ограничение тока якорной цепи обеспечивается при перегрузках и переходных режимах (пуск, торможение, реверс). ТО — узел токовой осечки, выполненный на стабилитронах, для ограничения тока; ОН — узел ограничения напряжения, если резко изменяются значения задающего (U3) напряжения и напряжения обратной связи (UОС);
ТГ — тахогенератор.
Принцип действия.
Управляющее напряжение (UУ) магнитных усилителей, поступающее в обмотки задающие (ОЗ1 и ОЗ2), от которого зависит ток возбуждения и напряжение генератора (Г), определяется выражением:

где UЗАД — напряжение задания, поступающее от регулятора скорости (точки 1 и 2); UОС — напряжение обратной связи по скорости, поступающее с тахогенератора; КОС — коэффициент обратной связи по скорости, величина которого определяется диапазоном регулирования скорости и требуемой жесткостью механической характеристики.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.