4. Определение табличной скорости резания, м/мин
 |
9. Расчет вспомогательного времени,мин
 |
 |
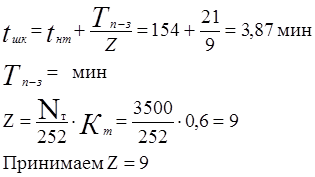
13. Рассчет штучно калькуляционного времени, мин
 |
025 Наплавочнвя
 |
 |
030 Расточная
 |
3. Определение числа проходов
 |
6. Рассчет расcчетной скорости вращения шпинделя, об/мин
9. Расчет вспомогательного времени,мин
|
 |
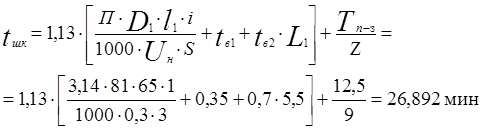
13. Рассчет штучно калькуляционного времени, мин
 |
2.8.1 Сводные таблицы по результатам технического нормирования.
Нормирование работ на металлорежущих станках представленно в таблице 11.
Элементы режимов резания и нормы времени |
Операции и переходы |
|||
|
Наименование |
Размерность |
Способ получения |
020 |
030 |
|
Припуск, а |
мм |
Расчет |
1 |
|
|
Глубина резания, t |
мм |
Расчет |
1 |
0,5 |
|
Число проходов, i |
- |
Расчет |
1 |
2 |
|
Длина рабочего хода, L |
мм |
Расчет |
65 |
|
|
|
мин |
Расчет |
60 |
|
|
|
мм/об |
Расчет |
0,3 |
|
|
Подача фактическая |
мм/об |
Расчет |
0,3 |
|
|
Скорость резания |
м/мин |
Расчет |
154 |
|
|
|
Расчет |
598,7 |
254,34 |
|
|
|
Расчет |
450 |
||
|
|
м/мин |
Расчет |
154 |
|
|
|
кгс |
Расчет |
||
|
|
кВт |
Расчет |
||
|
|
мин |
Расчет |
0,48 |
0,97 |
|
Вспомогательное время |
мин |
Расчет |
0,38 |
|
Продолжение таблицы 11 - Нормирование работ на металлорежущих
Элементы режимов резания и нормы времени |
Операции и переходы |
|||
|
Наименование |
Размерность |
Способ получения |
020 |
030 |
|
Вспомогательное время (пер) |
мин |
Расчет |
0,54 |
|
|
|
мин |
Расчет |
0,14 |
0,18 |
|
|
мин |
Расчет |
1,54 |
2 |
|
|
мин |
Расчет |
21 |
|
|
Нормируемое время, |
мин |
Расчет |
3,87 |
4,33 |
Нормирование сварочных, наплавочных работ представлено в таблице 12.
Таблица 12 - Нормирование наплавочных работ
Расчетные параметры |
Номера сварочных (наплавочных) операций |
||||
|
Наименование параметров |
Размерность |
Обозначение параметров |
Способ получения |
010 |
025 |
|
Диаметр наплавляемой поверхности |
мм |
Д |
84 |
||
|
Длина шва или наплавленного валика |
мм |
L |
Расчет |
50 |
65 |
|
Толщина наплавки |
мм |
Расчет |
4 |
3 |
|
|
Число проходов при наплавке |
- |
i |
Расчет |
6 |
2 |
|
Масса наплавленного металла |
Г |
m |
Расчет |
50,4 |
70,7 |
|
|
м/мин |
Таблич |
0,3 |
||
|
|
|||||
|
Шаг наплавки |
мм/об |
S |
Таблич |
3 |
|
|
|
Таблич |
1,13 |
|||
|
|
мин |
Расчет |
2,07 |
18,37 |
|
|
Вспомогательное время |
мин |
Таблич |
0,35 |
||
|
|
мин |
Расчет |
0,1 |
12,5 |
|
|
Штучное время |
мин |
Расчет |
2,2 |
25,5 |
|
|
|
мин |
Расчет |
2,9 |
26,8 |
|
Нормирование слесарных работ представлено в таблице 13.
Таблица 13 - Нормирование слесарных работ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.