Таблица 8 – Способы ремонта
|
Наименование и площадь дефекта |
Выбранные способы ремонта |
Удельная стоимость (Сву) |
Стоимость восстановления Св =Сву |
Коэффициент готовности (Кд) |
Св |
|
Задняя опорная шейка |
ВДН |
5200 |
14,56 |
0,62 |
|
|
Шейка под распределительную шестерню |
ВДН |
5200 |
14,56 |
0,62 |
Выбранные способы ремонта удовлетворяют неравенству
Св ![]() Сн
Сн ![]() Кд
Кд
По технико-экономическому критерию выбираем для составления подефектной и маршрутной технологии вибродуговую наплавку как более экономичный и технологический метод.
2.5 Схема базирования детали.
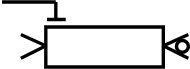 Основываясь на выбранном способе
ремонте, определяем поверхности, которыми деталь устанавливают и закрепляют при
обработке относительно инструмента. В выбранном способе ремонта схема
базирования по 1-му дефекту:
Основываясь на выбранном способе
ремонте, определяем поверхности, которыми деталь устанавливают и закрепляют при
обработке относительно инструмента. В выбранном способе ремонта схема
базирования по 1-му дефекту:
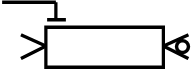 |
по 2-му дефекту:
2.6 Подефектная технология
На данном этапе разрабатываем технологию устранения каждого дефекта в отдельности по одному принятому способу для дефекта.
Данные по способу ремонта приведены в таблице 9.
Таблица 9 – Способы ремонта
|
Наименование дефекта и содержание операции |
Установочная база |
Оборудование |
|
|
Задняя опорная шейка |
Центровочные отверстия |
||
|
005 Наплавочная Наплавить |
Автоматическая вибродуговая головка УАНЖ-5 |
||
|
010 Токарная Точить до номинального размера |
Токарно-винторезный станок IE61M |
||
|
015 Шлифовальная Шлифовать |
Круглошлифовальный станок 3151 |
||
Продолжение таблицы 9 – Способы ремонта
|
Наименование дефекта и содержание операции |
Установочная база |
Оборудование |
|
|
Шейка под распределительную шестерню |
Центровочные отверстия |
||
|
005 Наплавочная Наплавить |
Автоматическая вибродуговая головка УАНЖ-5 |
||
|
010 Токарная Точить до номинального размера |
Токарно-винторезный станок IE61M |
||
|
015 Шлифовальная Шлифовать |
Круглошлифовальный станок 3151 |
||
2.7 Маршрутная технология
В данном разделе очередность проведения операций объединяется общим маршрутом. Маршрутная технология приведена в таблице 10.
Таблица 10 – Маршрутная технология
|
Наименование операции и содержание перехода |
Оборудование, содержание |
Технические требования на переходы и контроль |
Инструмент |
|
|
Рабочий |
Измерительный |
|||
|
005Наплавочная А. Установить, снять 1 Наплавить поверхность 1 B. Перевернуть 2 Наплавить поверхность 2 |
Наплавочный станок |
Микрометр 25 |
||
|
46мм |
||||
|
31мм |
||||
Продолжение таблицы 10 – Маршрутная технология
|
Наименование операции и содержание перехода |
Оборудование, содержание |
Технические требования на переходы и контроль |
Инструмент |
|
|
Рабочий |
Измерительный |
|||
|
010Токарная А.Установить, снять 1 Проточить поверхность 1 B. Перевернуть 2 Проточить поверхность 2 |
Токарный станок |
Микрометр 25 |
||
|
45мм |
||||
|
30.030мм |
||||
|
015Шлифовальная А.Установить, снять 1 Шлифовать поверхность 1 B. Перевернуть 2 Шлифовать поверхность 2 |
Шлифоваль-ный станок |
Микрометр 25 |
||
|
44.985мм |
||||
|
30мм |
||||
2.8 Выбор технологического оборудования, приспособлений и инструмента
Автоматическая вибродуговая головка УАНЖ-5.
Диаметр электродной проволоки, мм – 1,2 … 2
Скорость подачи электродной проволоки, мм – 12,5 … 22
Изменение скорости подачи электродной проволоки – сменной ведущих роликов
Принцип действия вибратора – Электромагнитный (7шт)
Токарно-винторезный станок модели IE61M
Высота центров, мм – 170
Наибольшее расстояние между центрами, мм – 710
Наибольший диаметр обработки, мм – 160, 320
Число оборотов цилиндра в минуту, мм – 35, 50, 71, 100, 140, 200, 240, 400, 560, 800, 1200, 1600
Продольные суппорта в мм на 1 оборот цилиндра – 0,004; 0,05; 0,006; 0,007; 0,08; 0,09; 0,1; 0,11; 0,12; 0,14; 0,15; 0,16; 0,18; 0,2; 0,22; 0,26; 0,28; 0,30
Поперечные подачи, мм – 0,025; 0,035; 0,045; 0,05; 0,07; 0,09; 0,1; 0,11; 0,14; 0,15; 0,18; 0,19
Мощность электродвигателя, кВт – 4,5
Число оборотов электродвигателя, об/мин – 1335
Кругло-шлифовальный станок модели 3151.
Наибольший диаметр обрабатываемого изделия, мм – 200
Диаметр шлифовального круга, мм – 450-600
Наибольшее перемещение стола, мм – 780
Наибольшее перемещение бабки шлифовального круга, мм – 200
Наибольшая длина шлифовального изделия, мм – 750
Мощность главного электродвигателя, кВт – 7
Число оборотов шпинделя передней бабки, об/мин – 75, 150, 300
Пределы подачи шлифовального круга, мм на один ход стола – 0.01-0.03
Пределы скоростей продольного хода стола, м/мин – 0.8 +10
Мощность основного электродвигателя, кВт – 5.8
Габаритные размеры станка, мм - 2260•1590•1770
Масса станка, кг – 3900
Резец – Р-18
Шлифовальный круг– плоский прямого профиля пн 600•32•305 ЭI6CM2H по ГОСТу 2424-67.
2.9 Режим обработки.
1 Наплавочная
n = 1000 ∙V/(πD)
n1 = 1000∙1.5 /(3.14∙45) = 10.6 об/мин.
n2 = 1000∙1.5 /(3.14∙30) = 15.9 об/мин.
L = πDe/(1000s)
L1 = 3.14∙45∙24/(1000∙3) = 1.1 см.
L2 = 3.14∙30∙30 = 0.95 см .
Время вспомогательное выбираем из таблицы
tв1 = 0.32 мин.
tв2 = 0.7 мин.
Время Tпз выбираем из таблицы
Тпз = 8 мин, количество деталей принимаем: z = 14 деталей
Tшк = 1.13(li/(ns) + tв1 + tв2∙L) + Tпз/z
Tшк1 = 1.13(24∙1/(10.6∙3) + 0.32 + 0.7∙1.1) + 8/14 = 2.6 мин.
Tшк2 = 1.13(30∙1/(15.9∙3) + 0.32 + 0.7∙0.95) + 8/4 = 2.3 мин.
2 Токарная
Выбираем основные параметры из таблицы:
t = 1; S = 0.2 мм/об; V = 85 м/мин.
n = 1000V/(πD)
n1 = 1000∙85/(3.14∙45) = 601 об/мин.
n2 = 1000∙85/(3.14∙30) = 902 об/мин.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.