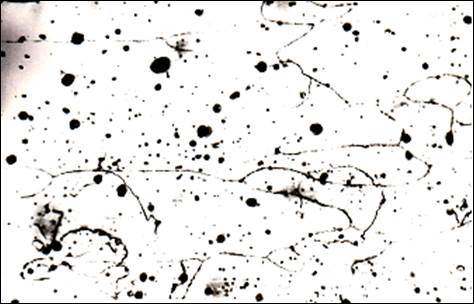
а

б
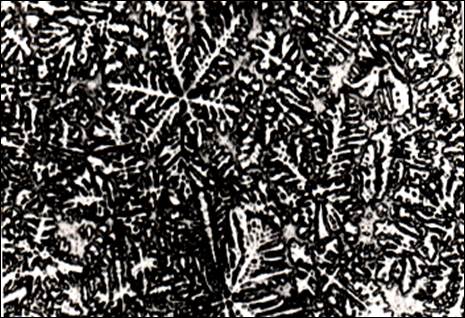
в
Рисунок 7.1 – Микроструктура литого (а) и деформированного со степенью ε = 95% сплава Al-20%Mg до (б) и после (в) дегазирующей обработки ×260
7.2 Водородная хрупкость, замедленное разрушение и коррозия под напряжением.
Развитием представлений о водородной хрупкости I и II вида может быть установление связи ее со склонностью сплавов к различным болезням, развитие которых определяет срок жизни изделия. В случае существования такой связи последняя должна просматриваться от момента появления хрупкости I вида до эксплуатации с различным приложением нагрузки.
Подобное рассмотрение вопроса позволяет, с одной стороны, более глубоко представить сущность процессов, протекающих при эксплуатации и формирующих служебные свойства, и с другой - вмешаться в это формирование уже на стадиях подготовки шихты и выплавки заготовки.
Одним из главных вопросов, решение которых позволяет судить о надежности изделия, является вопрос о чувствительности сплавов к замедленному разрушению и коррозии под напряжением. Эти болезни, развивающиеся во времени, могут быть причиной преждевременного разрушения, которое накапливается в сплаве и происходит, как правило, катастрофически, вызывая тем самым выход из строя отдельных узлов или всей, часто весьма дорогостоящей конструкции. Важность этой проблемы увеличивается еще и потому, что замедленное разрушение и коррозия под напряжением развиваются в высокопрочных сплавах, которые используются для изготовления наиболее ответственных изделий. В связи с этим появляется как бы неразрешимая задача - при разработке высокопрочных сплавов необходимо лишить их чувствительности к разрушению во времени.
Другой не менее важной задачей является определение единых закономерностей формирования прочности и развития разрушения, а также установление существующей между ними связи.
Решение этих задач повлечет за собой значительное сокращение материальных затрат и позволит исключить запуск в производство сплавов, несущих в себе склонность к катастрофическим разрушениям.
7.2.1 Водородная хрупкость и замедленное разрушение.
Наиболее ярким примером из практики эксплуатации алюминиевых сплавов является случай разрушения отливок из высокопрочных литейных сплавов на алюминиево-магниевой основе. Такое разрушение часто называют «самопроизвольным», имея при этом ввиду зарождение и распространение трещин без приложения внешней нагрузки. Анализ причин этого разрушения от кристаллизации до появления трещин в отливках является важным и требует особого внимания. Такой анализ должен предусматривать следующие исследования:
- во-первых, металлографическое исследование микроструктуры сплава в различных состояниях, целью которого является проследить влияние видов обработки на изменение микроструктуры от литого до длительно естественно состаренного состояния;
- во-вторых, изучение характера деформации и разрушения сплавов в различных состояниях для установления возможных путей имитации процессов в отливках;
- в-третьих, определение влияния вида испытаний на микроструктуру и разрушение свежезакаленных сплавов с максимальным приближением к условиям эксплуатации;
- в-четвертых, исследование природы трещин, “самопроизвольно” образующихся в отливках.
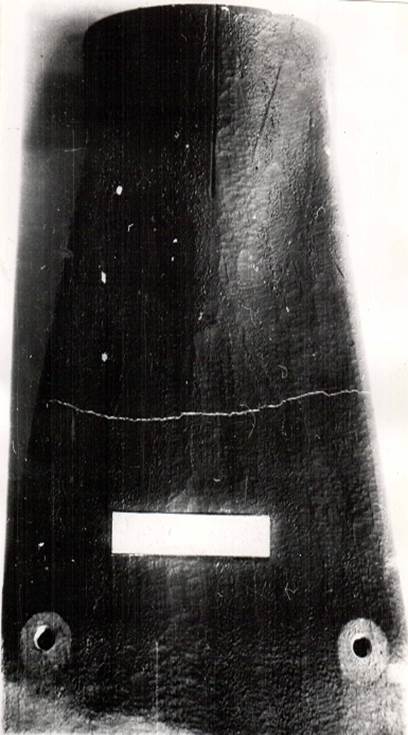
Рисунок 7.2 – «Самопроизвольно» образовавшиеся трещины в отливках из высокопрочных алюминиево-магниевых сплавов
Вскрытие движущих моментов разрушения во времени позволяет наметить рекомендации по его устранению и получить ценную научную информацию о природе перехода вещества из высокопластичного состояния в высокохрупкое. Анализу подвергались отливки и образцы из сплава AMг10Л. На рис. 7.2 показана часть детали типа кронштейн с образовавшейся трещиной через 6 лет вылеживания.
Анализ трещинообразования в отливках показал, что трещины образуются, как правило, в местах перехода от больших сечений к малым, т.е. в местах наибольшего уровня остаточных растягивающих напряжений. Тензометрические испытания указывают на уровень этих напряжения в 150-200 МПа, что в 4-5 раз превышает допустимую величину. Для изучения процессов, протекающих во времени, на одном из предприятий изготавливались по принятой технологии заготовки и детали с различным содержанием магния в пределах марки сплава.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.