


по выполнению расчетно-графической работы
по курсу «Организация и управление машиностроительного производства»
для студентов 4 курса МТФ
«Расчет однопредметной поточной линии»
Разработано к.э.н. доцентом Андреевой И.Н.
Новосибирск
2009г.
Содержание |
||
|
1 |
Исходные данные |
|
|
2 |
Определение эффективного фонда времени работы ПЛ |
|
|
3 |
Расчет программы запуска и такта ПЛ |
|
|
4 |
Расчет количества рабочих мест и коэффициентов загрузки оборудования |
|
|
5 |
Графическое построение технологического цикла |
|
|
6 |
Построение эпюр оборотных заделов |
|
|
7 |
Оформление результатов расчета |
|
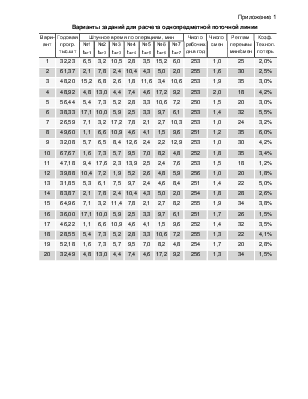
Таблица |
Варианты заданий для расчета однопредметной поточной линии |
|
Настоящая работа выполняется с целью приобретения студентами, изучающими курс «Организация и управления машиностроительным производством», практических навыков в части проектирования и организации работы поточных линий.
Расчет поточной линии проводится в следующем порядке:
2. Определение эффективного фонда времени для ПЛ
Эффективный фонд работы ПЛ определяется как период действительной работы за плановый период, учитывающий количество рабочих дней, сменность работы и продолжительность сменных регламентированных перерывов:
Fэф = D * s * (480 – z) (мин)
3. Расчет программы запуска и такта ПЛ
Такт является основной характеристикой производительности ПЛ и определяется как промежуток времени между запуском двух следующих друг за другом деталей:
Nзап = Nвып * 100 / (100- а)
В данном расчете предполагается, что обработка и передача деталей на ПЛ производится поштучно. Тогда такт выпуска определится как:
r = Fэф / Nзап
Для обеспечения непрерывности работы линии технологический процесс должен быть синхронизирован, т.е. штучное время на каждой операции должно быть равно или кратно такту ПЛ. Поэтому после расчета такта и определения числа рабочих мест операции следует проверить каждую из технологических операций по этому критерию.
4. Расчет количества рабочих мест и коэффициентов загрузки оборудования ПЛ
Число рабочих мест каждой операции определяется по формуле:
cрасчi = tштi / r .
При не полностью синхронизированном технологическом процессе количество расчетных рабочих мест может получиться дробным, поэтому его следует округлить до целого числа по такому правил: отклонения штучного времени операции от такта по условиям синхронизации допустимы в пределах +-10% в сторону увеличения или уменьшения. Такое условие синхронизации можно записать как:
tштi / ci = r (+- 10%), где
ci – число рабочих мест на операции. Таким образом, если расчетное значение числа рабочих мест на операции получается, например, равным 1.08, то принимается значение – 1 рабочее место, а если 1.15, то принятым считается 2 станка. Это округление, в конечном счете, определяет коэффициент загрузки каждого рабочего места.
Кзi = cрасчi / cпрi, где
cпрi – принятое количество рабочих мест на конкретной операции.
Соответственно коэффициент загрузки ПЛ определится как частное от деления суммы расчетных мест на сумму принятых рабочих мест.
4. Графическое построение технологического цикла ПЛ
При построении графика работы ПЛ по вертикали таблицы изображаются номера технологических операций и соответствующие им рабочие места, а по горизонтали отсчет времени обработки детали на каждом рабочем месте. При этом количество тактов следует принять достаточным, чтобы показать полный цикл обработки первой из деталей на всех операциях.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.