В качестве установочной базы для поверхности 16 может служить любая из цилиндрических поверхностей 9,15,13,14,11; положение любой цилиндрической поверхности определяется положением ее оси. Конструкторской базой в данном случае также будет ось. Таким образом, положением установочной базы, конструкторской и исходной базами будет ось – выполняется принцип совмещения баз.
Упорной поверхностью является поверхность 1, являющаяся установочной базой для поверхности 8.
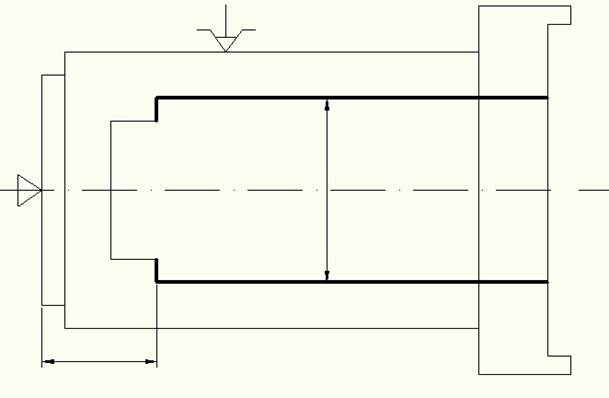
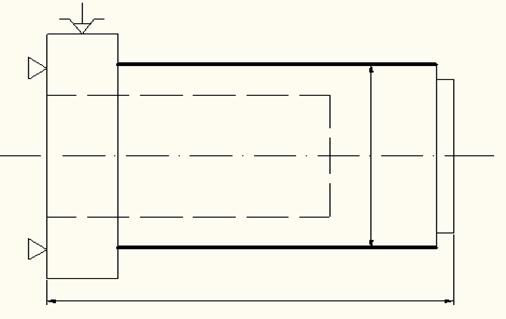
Обрабатываем одновременно поверхности 15 и 7, что возможно, так как высота торцевой поверхности составляет 5 мм.
В качестве установочной базы для поверхности 7 может служить любая из торцевых поверхностей 1,2,3. Установочную базу выбираем таким образом, чтобы деталь было удобнее устанавливать в приспособлении и обрабатывать. К тому же, желательно, чтобы выполнялся принцип совмещения баз. Для поверхности 7 конструкторской базой является только поверхность 8. Выбираем поверхность 1 в качестве установочной базы, несмотря на то, что принцип совмещения баз не выполняется. Поверхность 1 уже была обработана и позволяет установить деталь в приспособлении оптимальным образом.
В качестве поверхности, воспринимающей усилие зажима может быть выбрана любая цилиндрическая поверхность. Но в данном случае в качестве такой поверхности выбираем поверхность 9. Так как она позволяет лучше зажать деталь в приспособлении, усилие зажима будет наименьшим.
В качестве установочной базы для поверхности 15 может служить любая из цилиндрических поверхностей 11,9,12,13,14,16; положение любой цилиндрической поверхности определяется положением ее оси. Конструкторской базой в данном случае также будет ось. Таким образом, положением установочной базы, конструкторской и исходной базами будет ось – выполняется принцип совмещения баз.
Упорной поверхностью является поверхность 1, являющаяся установочной базой для поверхности 7.
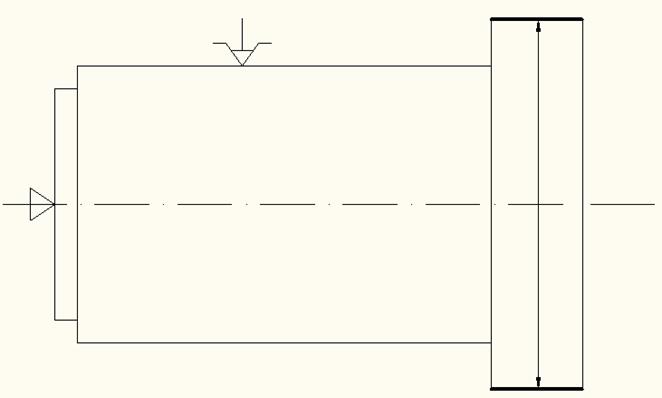
 10 операция. Поверхности 14 и 6.
10 операция. Поверхности 14 и 6.
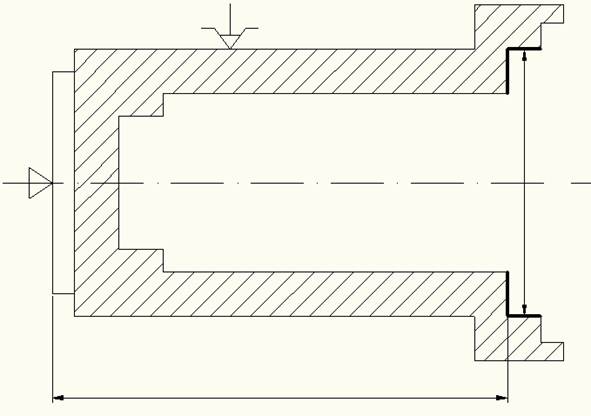
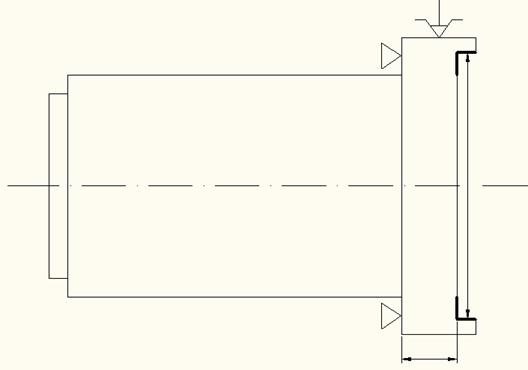
Обрабатываем одновременно поверхности 14 и 6, что возможно, так как высота торцевой поверхности составляет 5 мм.
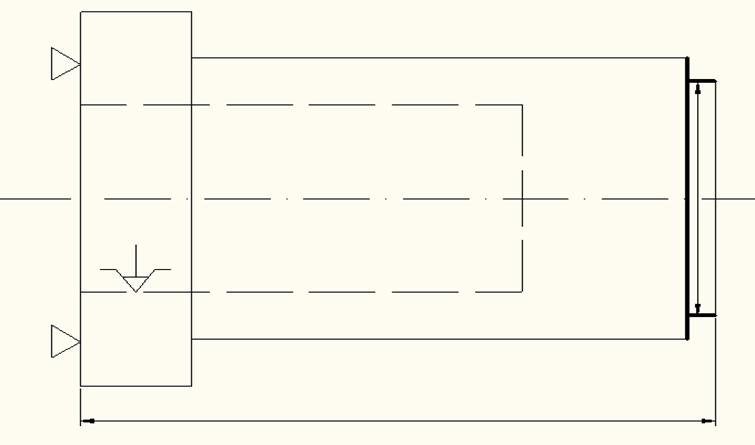
В качестве установочной базы для поверхности 6 может служить любая из торцевых поверхностей. Установочную базу выбираем таким образом, чтобы деталь было удобнее устанавливать в приспособлении и обрабатывать. К тому же, желательно, чтобы выполнялся принцип совмещения баз. Для поверхности 6 конструкторской базой является только поверхность 8. Выбираем поверхность 1 в качестве установочной базы, несмотря на то, что принцип совмещения баз не выполняется. Поверхность 1 уже была обработана и позволяет установить деталь так, чтобы легко обработать поверхности.
В качестве поверхности, воспринимающей усилие зажима может быть выбрана любая цилиндрическая поверхность. Но в данном случае в качестве такой поверхности выбираем поверхность 9. Так как она позволяет лучше зажать деталь в приспособлении, усилие зажима будет наименьшим.
В качестве установочной базы для поверхности 9 может служить любая из цилиндрических поверхностей 10-15; положение любой цилиндрической поверхности определяется положением ее оси. Конструкторской базой в данном случае также будет ось. Таким образом, положением установочной базы, конструкторской и исходной базами будет ось – выполняется принцип совмещения баз.
Упорной поверхностью является поверхность 8, являющаяся установочной базой для поверхности 2.
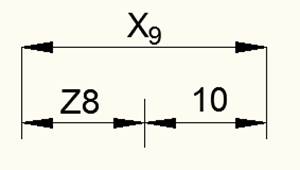
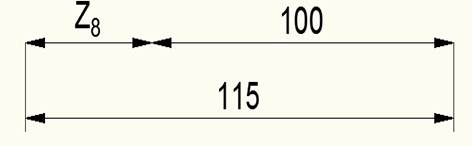
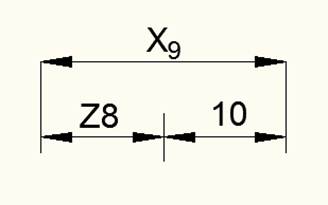
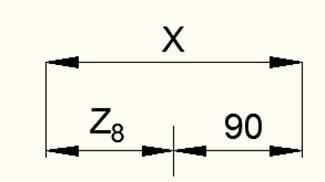
Так как цепь конструкторская, то точность размера X5 обеспечивается точностью составляющих размеров Z8 и 10 .
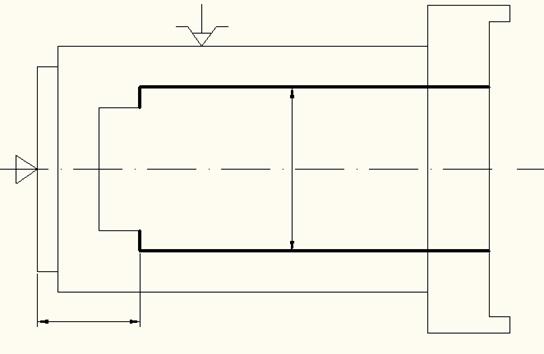
9 операция. Поверхность 7
При обработке поверхности 7 принцип совмещения баз нарушен, возникает погрешность от не совмещения ИБ и КБ. Погрешность от не совмещения баз равна допуску на размер, связывающий эти базы.
𝛌=∆
Записываем основное правило цепи:
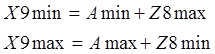
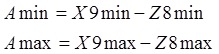 ∆A=∆X9+∆Z8
∆A=∆X9+∆Z8
∆X9=(∆A-∆Z8)>0
 10 операция. Поверхность 6
10 операция. Поверхность 6
 Для
каждой операции были выполнены операционные эскизы, на которых указывались
обрабатываемые поверхности, установочные базы, места закрепления детали,
номинальные размеры, а так же схематично указывались режущие инструменты и
направление их подач. Учитывая требования курсовой работы, на каждой операции
обрабатывалась одна поверхность (торцевая либо цилиндрическая) или же две
соседние (торцевая и цилиндрическая).
Для
каждой операции были выполнены операционные эскизы, на которых указывались
обрабатываемые поверхности, установочные базы, места закрепления детали,
номинальные размеры, а так же схематично указывались режущие инструменты и
направление их подач. Учитывая требования курсовой работы, на каждой операции
обрабатывалась одна поверхность (торцевая либо цилиндрическая) или же две
соседние (торцевая и цилиндрическая).
В условиях массового производства с точки зрения концентрации операций некоторые операции можно объединить в одну Это возможно благодаря тому, что на некоторых операциях используется одна и та же установочная база и поверхность воспринимающая усилие зажима, так же одинаково направление подачи режущего инструмента.
Операционный эскиз 1
Обработка цилиндрической поверхности 12 и подрезка торца 4.
Операционный эскиз 2
Обработка цилиндрической поверхности 11,часть 9,и подрезка торцев 1,2,3.
Операционный эскиз 3
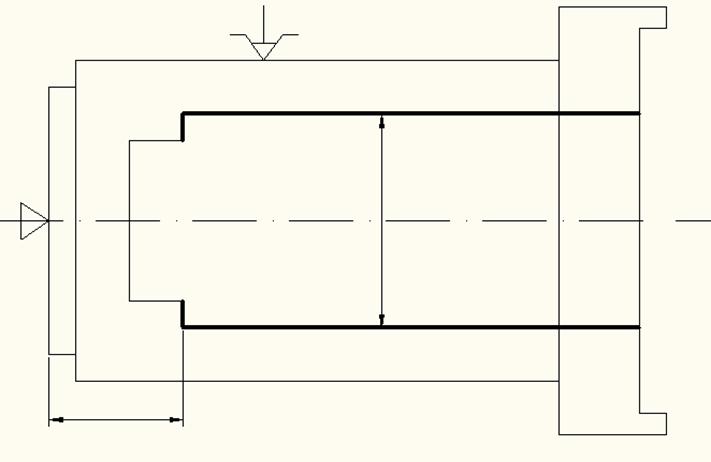
Обработка цилиндрической поверхности 9.
Операционный эскиз 4
Обработка цилиндрической поверхности 13,и торцевой 5.
Операционный эскиз 5
Обработка цилиндрической поверхности 15,16,14 и торцевых поверхностей 8,7,6.
Учитывая требования расчетно-графической работы, на каждой операции обрабатывалась одна поверхность - торцевая либо цилиндрическая или же две соседние - торцевая и цилиндрическая. Но в условиях массового производства некоторые операции можно объединить в одну. При этом весь процесс обработки состоял бы из 5 операций, а не из 10.
В работе был разработан технологический процесс изготовления детали «Корпус»: определен порядок операций, проведен пересчет размеров, выбран подходящий инструмент.
Обрабатываются и внешние поверхности и внутренние.
При выполнении работы по возможности был использован принцип совмещения баз.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.