
Исходные параметры:
1. Время выполнения операций для каждого варианта:
- сверление - 0.03 мин;
- зенкерование - 0.01 мин;
- нарезка резьбы - 0.04 мин.
2. Характеристики робота с цикловой системой управления:
- скорость задвига/выдвига манипулятора - 0.3 м/с;
- скорость углового перемещения - 120 град/с;
- время захвата - 1 с;
- величина выдвижения манипулятора – 250 мм.
Порядок выполнения работы:
1. Используя имитатор NetStar, постройте сеть Петри для каждой структуры технологической системы.
2. Задайте матрицы инциденций, векторы начальной маркировки и временных задержек, матрицу ингибиторных дуг для каждой компоновки.
3. Используя проблемно - ориентированный имитатор NetStar, проведите имитационные эксперименты и оцените время изготовления десяти деталей для каждой структуры системы.
5. Выберите структуру технологической системы, обеспечивающую максимум производительности.
Выполнение работы:
Вариант 1: Круговая структура технологической системы
Предварительные расчеты:
Время линейного перемещения рабочего органа:
tро = 250(мм) / 0,3(м/с) = 0,83 с.
Время полного поворота:
tпп = 2700 / 120с = 2,25 с.
Время поворота от накопителя 1 к станку 3.1, от станка 3.1 к станку 3.2 и т.д.:
tп = 2,25с / 4 = 0,56 с.
Для компьютерного моделирования сеть будет представлена:
- вектором начальной маркировки:
Мо = ( 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 0, 1, 0, 1 );
- вектором задержек в позициях (в сек.):
Мz = (0, 5,88, 1,8, 0,56, 6,44, 0,6, 0,56, 6,44, 2,4, 0,56, 6,44, 2,25, 0, 0, 2, 0)
Здесь:
P1 = 0 с. (Заготовка в накопителе 1).
Р2 = 5,88 с. (Перенос заготовки к станку 1 = (Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,56)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
P3 = 1,8 с. (Обработка заготовки).
Р4 = 0,56 с. (Отвод манипулятора в промежуточное положение).
Р5 = 6,44 с. (Перенос заготовки к станку 2 = (Поворот 0,56)+(Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,56)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
P6 = 0,6 с. (Обработка заготовки).
Р7 = 0,56 с. (Отвод манипулятора в промежуточное положение).
Р8 = 6,44 с. (Перенос заготовки к станку 3 = (Поворот 0,56)+ (Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,56)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
P9 = 2,4 с. (Обработка заготовки).
Р10 = 0,56 с. (Отвод манипулятора в промежуточное положение).
Р11 = 6,44 с. (Перенос детали к накопителю 2 = (Поворот 0,56)+ (Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,56)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
Р12 = 2,25с. (Возврат манипулятора для захвата новой заготовки).
Р13 = 0с. (Заготовка в накопителе 2).
P14=0c. (Дополнительная позиция, обеспечивающая нахождение манипулятора в начальной позиции)
P15=2c. (Добавление заготовок в накопитель)
P16=0c. (Обеспечение непрерывного цикла добавления)
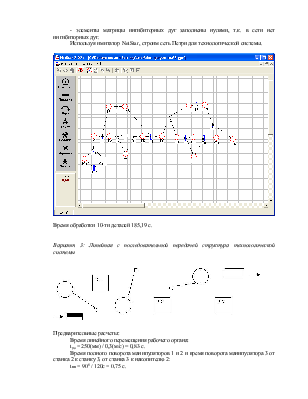
- элементы матрицы ингибиторных дуг заполнены нулями, т.к. в сети нет ингибиторных дуг.
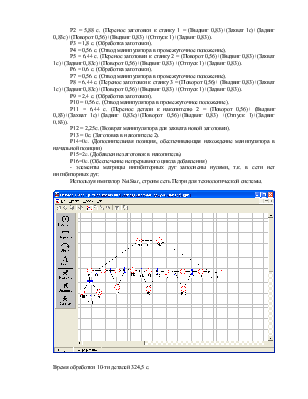
Используя имитатор NetStar, строим сеть Петри для технологической системы.
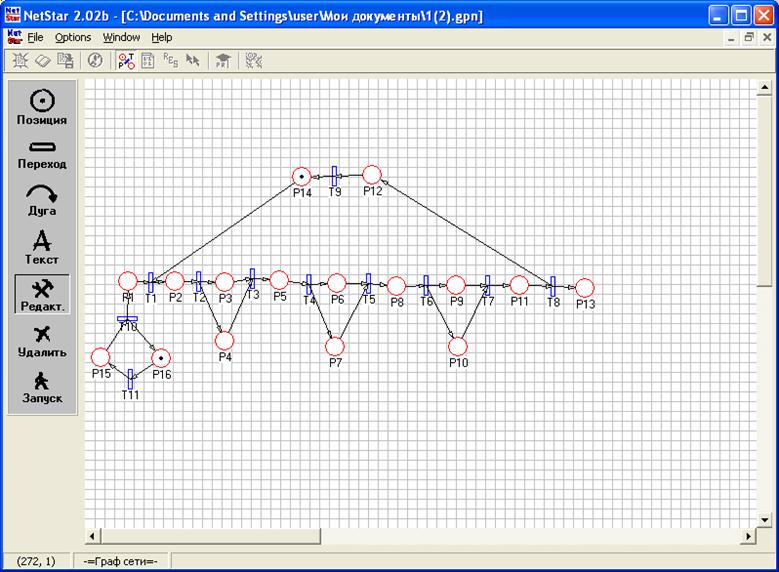
Время обработки 10-ти деталей 324,5 с.
Вариант 2: Линейная с последовательной передачей структура технологической системы
Предварительные расчеты:
Время линейного перемещения рабочего органа:
tро = 250(мм) / 0,3(м/с) = 0,83 с.
Время полного поворота манипулятора:
tпп = 1800 / 120с = 1,5 с.
Время поворота от накопителя 1 к станку 3.1, от станка 3.1 к станку 3.2 и т.д.:
tп = 1,5с / 2 = 0,75 с.
Для компьютерного моделирования сеть будет представлена:
- вектором начальной маркировки:
Мо = (0, 0, 0, 0, 0, 0, 0, 1, 0, 0, 0, 0, 0, 1, 0, 0, 1);
- вектором задержек в позициях (в сек.):
Мz = (0, 6,07, 1,8, 0,75, 6,82, 0,6, 1,5, 0, 6,82, 2,4, 0,75, 6,82, 0,75, 0, 2, 0)
Здесь:
P1 = 0 с. (Заготовка в накопителе 1).
Р2 = 6,07 с. (Перенос заготовки к станку 1 = (Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,75)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
P3 = 1,8 с. (Обработка заготовки).
Р4 = 0,75 с. (Отвод манипулятора в промежуточное положение)
Р5 = 6,82 с. (Перенос заготовки к станку 2 = (Поворот 0,75)+(Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,75)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
P6 = 0,6 с. (Обработка заготовки).
Р7 = 1,5 с. (Отвод манипулятора в начальное положение).
Р8 = 0 с. (Дополнительная позиция, обеспечивающая нахождение манипулятора в начальной позиции).
Р9 = 6,82 с. (Перенос заготовки к станку 3 = (Поворот 0,75)+ (Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,75)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
P10 = 2,4 с. (Обработка заготовки).
Р11 = 0,75 с. (Отвод манипулятора в промежуточное положение).
Р12 = 6,82 с. (Перенос детали к накопителю 2 = (Поворот 0,56)+ (Выдвиг 0,83)+(Захват 1с)+(Задвиг 0,83с)+(Поворот 0,56)+(Выдвиг 0,83) +(Отпуск 1)+(Задвиг 0,83)).
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.