|
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Кузбасский государственный технический университет»
Кафедра технологии машиностроения
Технология конструкционных материалов
Методические указания по выполнению
курсовой работы для студентов специальности 150402
«Горные машины и оборудование»
Составители С.Н. Ковальчук
Т.А. Лукашенко
Утверждены на заседании кафедры
Протокол № 8 от 26.04.2011
Рекомендованы к печати учебно-методической комиссией специальности 130409
Протокол № от
Электронная копия хранится в библиотеке главного корпуса
ГУ КузГТУ
Кемерово 2011
ВВЕДЕНИЕ
Темой курсовой работы является разработка технологического процесса механической обработки детали в условиях мелко-серийного (ремонтного) производства.
Целью выполнения данной курсовой работы являются:
- закрепление знаний, полученных при изучении соответствующего теоретического курса;
- развитие практических навыков проектирования технологических процессов изготовления деталей.
1. Исходные материалы для выполнения курсовой работы
Исходными материалами для выполнения курсовой работы являются:
1. Чертеж детали. Это должна быть деталь средней сложности, для обработки которой требуются 5-7 технологических операций, например: вал, вал-шестерня, зубчатое колесо, фланец, крышка подшипника и т.п. Чертеж детали выбирается студентом самостоятельно или по согласованию с преподавателем.
2. Технические требования на изготовление детали
2. Программы выпуска детали. Так как тип производства мелкосерийный, ориентировочно принимаем программу выпуска 30 – 50 штук.
2. Содержание курсовой работы
Курсовая работа состоит из расчетно-пояснительной записки, маршрутных карт технологического процесса и графической части.
2.1. Расчетно-пояснительная записка
Общие правила и требования оформления расчетно-пояснительной записки регламентированы ГОСТ 2.105-79 и ГОСТ 7.32-81.
Расчетно-пояснительная записка выполняется на листах формата А4 (примерный объем 20-25 листов) и состоит из следующих разделов:
1. Анализ служебного назначения детали.
2. Материал детали и его свойства.
3. Выбор метода получения заготовки.
4. Назначение технологических методов обработки поверхностей детали.
5. Выбор и обоснование выбора технологических баз.
6. Маршрут обработки.
7. Выбор оборудования и технологической оснастки.
8. Определение припусков на обработку.
9. Определение режимов обработки.
10. Определение норм времени.
Список использованной литературы.
Приложение:
- чертеж детали (синька, ксерокопия);
- спецификация на чертеж станочного (контрольного) приспособления;
- маршрутный технологический процесс на технологических картах в соответствии с ГОСТ 3.1105-84.
2.2. Оформление технологической документации
Комплектность документации по технологическому процессу определяется в соответствии с требованиями единой системы технологической документации ЕСТД по ГОСТ 3.1102-81, ГОСТ 3.1105-84.
Комплектность технологических документов на технологические процессы:
Титульный лист ГОСТ 3.1404-81 Форма 2
Маршрутная карта ГОСТ 3.1118-82 Форма 1, 1а
Операционная карта ГОСТ 3.1404-86 Форма 1, 1а
Карта эскизов ГОСТ 3.1105-82 Форма 1-5
Ведомость операций технического контроля ГОСТ 3.1502-85 Форма 1, 1а.
2.3. Графическая часть
Графическая часть включает 2 листа формата А1, на которых изображаются деталь, заготовка, станочное или контрольное приспособление (1 лист) и схемы наладок (2 лист).
Правила оформления чертежей регламентированы стандартами ЕСКД. Чертежи заготовок оформляют в соответствии с требованиями [1, 2, 3].
Технологические наладки вычерчивают конструктивно.
На схемах наладки показывают:
- контуры заготовки в масштабе;
- установочные и зажимные элементы приспособления (конструктивно);
- режущий инструмент в конце рабочего хода;
- устройство для закрепления режущего инструмента на станке (патрон, оправку – конструктивно);
- направление движений инструмента и заготовки;
- операционные размеры;
- шероховатость обрабатываемых поверхностей.
Вверху каждой схемы наладки указывают номер и наименование операции, а также модель станка.
Внизу приводят таблицу режимов резания и элементов норм времени. Режимы резания проводят для каждого режущего инструмента наладки, поэтому на листе режущие инструменты нумеруют. На одном листе может быть помещено несколько наладок в зависимости от выбранного масштаба. Лист схем наладок должен содержать 3-4 наладки на различные операции. Пример оформления наладок приведен в приложении.
3. Методические указания по отдельным разделам курсовой
работы
3.1. Анализ служебного назначения детали
В этом разделе необходимо рассмотреть следующие вопросы:
- служебное назначение детали;
- требуемую точность обработки всех обрабатываемых поверхностей;
Анализируя служебное назначение детали рассматривают функции, которые деталь должна выполнять в узле; условия работы детали (температура, вибрации, знакопеременные усилия, и др.); вид нагрузки (усилия, частота вращения, моменты и др.); износостойкость, герметичность, антикоррозионные свойства и др.
Анализ требуемой точности обработки поверхностей удобнее провести в табличной форме (табл.1).
Таблица 1
Требуемая точность обработки обрабатываемых поверхностей
|
№ п/п |
Размер |
IT |
T |
Dв |
Dн |
Форма и расположение поверхностей |
Ra |
Примечание |
|
1 |
58 |
12 |
0,3 |
0 |
-0,3 |
В поле допуска размера |
6,3 |
торец |
|
2 |
Ø48 |
9 |
0,06 |
0,06 |
0 |
- |
3,2 |
отверстие |
|
и т.д. |
№ п/п – номер поверхности (желательно в этом разделе пояснительной записки выполнить эскиз с контурами детали, на котором все обрабатываемые поверхности отметить номерами).
IT, T, Dв, Dн – квалитет, допуск, верхнее и нижнее отклонения соответственно, которые определяются по [7].
Форма и расположение поверхностей – требование к геометрической точности поверхностей. Если на чертеже нет специальных значков, то точность по форме и расположению поверхностей входит в поле линейной размерности номинальных размеров.
Ra – шероховатость. Если на чертеже она указана в других параметрах, необходимо перевести в параметр Ra по соответствующим таблицам [13].
Примечание – назначение поверхности.
3.2. Материал детали и его свойства
При анализе материала необходимо описать его назначение, химический состав, физико-механические свойства [5,7]. Химический состав и механические свойства рекомендуется приводить в табличной форме (табл. 2, 3).
Требования по термической и электрохимической обработке задаются на чертеже. Режимы и свойства стали после термической и электрохимической обработке выписать по справочнику [5], для чугуна и цветных сплавов по [7].
Таблица 2
Химический состав материала детали
Сталь 40Х ГОСТ 4543 – 81
|
Содержание элементов, % |
|||||||
|
С |
Si |
Мn |
Сr |
Ni |
Сu |
S |
Р |
|
0,36-0,44 |
0,17-0,37 |
0,50-0,80 |
0,80-1,10 |
Не более 0,30 |
Не более 0,30 |
Не более 0,035 |
Не более 0,035 |
Таблица 3
Механические свойства материала детали
|
ГОСТ |
Состояние поставки, режим термообработки |
Сечение, мм |
КП |
σ0,2 |
σВ |
δВ |
φ |
КСЧ, Дж/см |
НВ не более |
|
МПА |
% |
||||||||
|
не менее |
|||||||||
|
8479-70 |
Нормализация |
100-300 |
315 |
315 |
570 |
14 |
35 |
34 |
167-207 |
|
Закалка, отпуск |
100-300 |
490 |
490 |
655 |
13 |
40 |
54 |
212-248 |
|
3.3. Выбор метода получения заготовки
Выбор производят в такой последовательности:
1. Определить метод получения исходной заготовки (штамповка, литье, прокат и т.п.) и назначить требуемую точность изготовления заготовки. Выбор необходимо обосновать исходя из:
- конфигурации детали;
- вида и марки материала детали;
- массы и габаритов детали;
- планируемого типа производства и программы выпуска.
В мелкосерийном производстве применяют заготовки из проката (прутка, трубы, листа), поковок и литья. Штампованную поковку выбирать нецелесообразно, так как стоимость штампов закладывается в себестоимость заготовок. Выбор метода получения заготовки можно осуществить по рекомендациям [4]. Точность изготовления заготовки определяется выбранным методом её получения и приведена в справочнике [14]. Приближенно можно принять: отливка 16-18 квалитет, поковка 17-18, штамповка 16-17, прокат 15-16.
2. Начертить эскиз заготовки с учетом припусков на механическую обработку, проставить габаритные размеры.
3. Рассчитать массу заготовки по формуле:
![]() , где
, где
![]() – объем заготовки, см3;
– объем заготовки, см3; ![]() – плотность материала заготовки (для
стали
– плотность материала заготовки (для
стали ![]() = 7,85 г/см3; для чугуна
= 7,85 г/см3; для чугуна ![]() = 7,0 г/см3).
= 7,0 г/см3).
4. Рассчитать коэффициент использования металла:
 , где
, где
![]()
![]() - масса детали по
чертежу, кг.
- масса детали по
чертежу, кг.
Следует отметить, что метод получения заготовки
считается технологичным если ![]() > 0,7.
> 0,7.
3.4. Назначение технологических методов обработки
поверхностей детали
Методы обработки отдельных поверхностей детали устанавливают исходя из требований рабочего чертежа и принятой заготовки. По заданным требованиям к точности и шероховатости поверхности с учетом формы и размера поверхности назначают метод окончательной обработки. Зная вид и точность заготовки, назначают первый метод обработки. Базируясь на первом и завершающем методе, устанавливают промежуточные методы обработки. При этом исходят из того, что каждый последующий метод должен быть точнее предыдущего на 1-3 квалитета. Технологический допуск на промежуточный размер и качество поверхности, полученные предыдущим методом, должны позволять использовать следующий. Точность, достигаемая различными методами обработки приведена в [13,14].
В пояснительной записке назначение методов обработки удобнее производить в табличной форме (табл.4).
Таблица 4
Назначение методов обработки
|
№ поверхности |
Метод обработки |
ІТ |
Ra |
|
1 |
Черновое точение |
12 |
12,5 |
|
2 |
Растачивание черновое |
12 |
12,5 |
|
Растачивание чистовое |
9 |
3,2 |
|
|
3 |
Сверление |
12 |
12,5 |
|
Зенкерование |
11 |
6,3 |
|
|
Развертывание |
8 |
1,6 |
|
|
и т.д. |
3.5. Выбор и обоснование выбора технологических баз
Технологическая база – это поверхность, линия или точка, принадлежащая изделию и служащая для его установки в станочном приспособлении.
При выборе технологических баз нужно руководствоваться следующими принципами:
1. В качестве черновых баз (на первой операции) следует принимать поверхности, которые в готовой детали остаются необработанными; черновые базы должны быть по возможности ровными и без дефектов; на первой операции рекомендуется обработать поверхности, которые будут служить в качестве чистовых баз на последующих операциях;
2. Выбранная технологическая база должна согласовываться с конструкцией станка и приспособления; обеспечивать устойчивость и жесткость закрепления, удобство установки детали, простоту установочного приспособления;
3. При выборе баз необходимо стремиться к соблюдению принципов совмещения (единства) баз и постоянства баз. Т. е. совмещать технологическую базу с измерительной, и на разных операциях стараться использовать одни и те же схемы базирования.
Типовые схемы базирования для деталей разных видов приведены в [4,8,12]. Выбор технологических баз удобнее производить в табличной форме (табл.5).
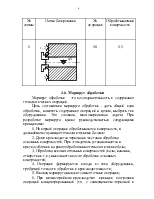
Таблица 5
Схемы базирования деталей
|
№ схемы |
Схема базирования |
№ операции |
Обрабатываемые поверхности |
|
1 |
|
10 |
1,5 |
3.6. Маршрут обработки
Маршрут обработки – это последовательность и содержание технологических операций.
Цель составления маршрута обработки - дать общий план обработки, наметить содержание операций в целом, выбрать
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.