










МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФГБОУ ВПО «Новосибирский государственный технический
Университет»
Кафедра самолето- и вертолетостроения
РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
по дисциплине «специальные технологии авиастроения»
Выполнила: Овчинникова М.В.
Группа: СУ-91
Проверил:Бобин К. Н.
Новосибирск - 2012
Содержание:
1. Лазерная закалка стали
1.1. Исходные данные и постановка задач
1.2. Расчет параметров закалки
1.3. Оборудование
2. Магнитно-импульсная обработка
2.1. Исходные данные и постановка задач
2.2. Расчет режимов формообразования
3. Список литературы
1. Лазерная закалка стали
1.1. Исходные данные и постановка задач
В данной работе необходимо:
1. Определить технологические параметры процесса;
2. Рассчитать фокусирующую систему;
3. Составить функциональную схему технологической установки.
Эскиз детали, обрабатываемой лазерным лучом, представлен на рисунке 1.
Рисунок 1 – Эскиз детали, обрабатываемой лазерным лучом
К исходным данным также относятся:
1. Газовый лазер на СО2 с продольной (медленной) прокачкой газов:
· модель лазера – ЛГН-702 «Кардамон»;
· мощность излучения N=5000 Вт;
· длина волны λ=10,6 мкм.
2. Материал 30ХГСА:
· плотность ρ=7800 кг/м3;
· теплопроводность k=25 Вт/м*град;
· удельная теплоемкость с=600 Дж/кг*град;
· удельная электропроводность ρ0=0,7 мкОм*м;
· температура плавления Тпл=1500оС;
· температура закалкиТɣ=800оС;
· глубина закаленного слоя хзак=1 мм.
1.2. Расчет параметров закалки
Найдем коэффициент поглощения ИК-излучения металлом при λ =10,6 мкм по формуле (1):
 (1),
(1),
где ɛ – коэффициент поглощения,ρ0 – удельная электропроводность, Тпл – температура плавления.
 .
.
В данном случае ɛ≤0,15, поэтому следует применить поглощающее покрытые, приняв ɛ=0,6.
Лазерная обработка материалов производится полностью или частично сфокусированным лучом. Для фокусировки применяют линзы из полупроводниковых кристаллов NaCl, KCl, ZnSe, CdTe, GaAs. Примем коэффициенты отражения линз RЗ=0,97 и RЛ=0,07. Существенным недостатком всех линз является наличие потерь мощности луча на отражение. Общие потери мощности определяются коэффициентом потерь по формуле (2):
![]() (2),
(2),
где КN – коэффициент потерь, RЗ и RЛ – коэффициенты отражения.
![]() .
.
Для закалки сталь необходимо нагреть до температурыТɣ. Найдем длительность взаимодействия луча с поверхностным слоем вещества по формуле (3):
 (3),
(3),
где τ - длительность взаимодействия, хзак - глубина закаленного слоя, Тпл - температура плавления, Тγ - температура закалки, а - температуропроводность. Она определяется по формуле (4):
 (4),
(4),
где k - теплопроводность, ρ - плотность, с - удельная теплоемкость.
 .
.
Тогда длительность взаимодействия будет равна:
 .
.
Необходимая интенсивность лазерного луча находится из (5):
 (5),
(5),
где q – интенсивность лазерного луча.
 .
.
Соответствующий ей диаметр луча находится согласно (6):
 (6).
(6).
 .
.
Тогда искомая скорость относительного перемещения луча и детали может быть вычислена по формуле (7):
 (7).
(7).
 .
.
1.3. Оборудование
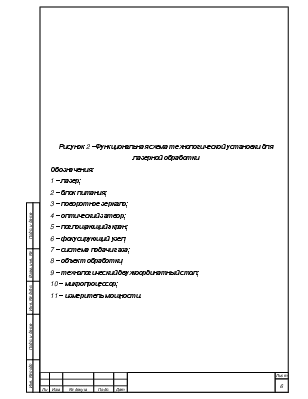
Функциональная схема технологической установки для лазерной обработки с использованием газового СО2-лазера представлена на рисунке 2.
Рисунок 2 –Функциональная схема технологической установки для лазерной обработки
Обозначения:
1 – лазер;
2 – блок питания;
3 – поворотное зеркало;
4 – оптический затвор;
5 – поглощающий экран;
6 – фокусирующий узел;
7 – система подачи газа;
8 – объект обработки;
9 – технологический двухкоординатный стол;
10 – микропроцессор;
11 – измеритель мощности.
2. Магнитно-импульсная обработка
2.1. Исходные данные и постановка задач
Во второй главе необходимо разработать технологический процесс изготовления детали (или узла) магнитно-импульсным методом.
Исходные данные:
1. Деталь:
· Марка материала АМг3М;
· Давление σТ=100 Мпа;
· ЭлектропроводимостьɣС=22 1/мкОм*м;
· Наружный диаметр D=160 мм;
· Внутренний диаметр d=152 мм;
· Длина L=45 мм;
· h=2,0 мм.
2. Технологическая операция – обжим
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.