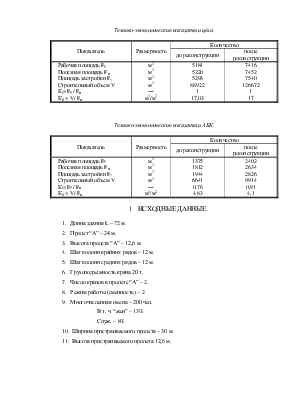
Технико-экономические показатели цеха.
|
Показатель |
Размерность |
Количество |
|
|
до реконструкции |
после реконструкции |
||
|
Рабочая площадь FР Полезная площадь Fп Площадь застройки Fз Строительный объем V КI= FР/ Fп КII = V/ Fп |
м2 м2 м2 м3 ― м3/м2 |
5184 5220 5293 88922 1 17,03 |
7416 7452 7540 126672 1 17 |
Технико-экономические показатели АБК.
|
Показатель |
Размерность |
Количество |
|
|
до реконструкции |
после реконструкции |
||
|
Рабочая площадь FР Полезная площадь Fп Площадь застройки Fз Строительный объем V КI= FР/ Fп КII = V/ Fп |
м2 м2 м2 м3 ― м3/м2 |
1375 1812 1944 6641 0,76 4,83 |
2402 2634 2826 9914 0,91 4,1 |
1 ИСХОДНЫЕ ДАННЫЕ.
В т. ч. “жен” – 13%
Служ. – 8%
Дополнительные исходные данные.
2. КРАТКОЕ ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА.
Литейное производство является одной из важнейших отраслей машиностроительной промышленности. Литые детали составляют 60 – 80% общего веса машин. Масса отливок может быть самой разной – от нескольких грамм до сотен тон.
В настоящее время существует несколько технологий процесса литья – в песчано-глинянные формы, кокильный центробежный, точный, литье под давлением, однако принципы их практически не отличаются.
Технология изготовления литых деталей можно изобразить следующей схемой:
|
Изготовление литейных форм и
|
|
|
Подача форм и стержней к месту
|
Заливка форм
Выбивка отливок
Отчистка отливок
Склад готовой продукции
Для литейных цехов характерно следующее:
1). наличие большого количества механизмов
2. специфические условия труда такие как, избыточное тепло, в т. ч. лучистое, газы шум, выделение токсичных веществ на участках выбивки и отчистки, в отделениях приготовления формовочных и стержневых смесей выделяется большое количество пыли.
В настоящее время производство литейных форм практически полностью механизировано, участки производства литейных форм обычно отделены от места заливки форм.
Для плавки металла используют вагранки, конверторные, мартеновские печи, дуговые и индукционные электропечи.
Разливку металла в формы производят с помощью поворотных ковшей через носок, или стопорных ковшей.
В сталелитейных цехах производиться также термическая обработка стальных отливок – отжиг при 800 - 900°С и последующая выдержка при этой температуре в течении 3 – 6 часов и медленное охлаждение вместе с печью, для чего применяются камерные печи с выкатным подом.
В нашей стране производиться дальнейшая работа по совершенствованию технологии и оборудования литейного производства. Реконструкция литейных цехов – непременный залог успешной работы этих цехов в будущем.
3. ГЕНПЛАН.
Площадка предприятия по своему функциональному назначению разделена на зоны: производственную и производственно-складскую.
Промышленное предприятие состоит из группы объектов: основного производства, обслуживания производства и обслуживания трудящихся.
Структурная схема решения генплана – с последовательным направлением технологического потока. Главный вход на предприятие располагается со стороны основного подъезда и подхода трудящихся. Введены дополнительные проходные для пропуска авто- и железнодорожного транспорта. Перед входом предусмотрена площадка для стоянки личного автотранспорта.
Завод оснащен двумя видами транспорта: внешним и внутренним. Внешний транспорт автомобильный и железнодорожный служит предприятию для связи с сырьевой базой, отправки готовой продукции к местам потребления и вывоза отходов производства.
Пути внутреннего заводского транспорта расположены на территории.
На территории завода имеется также площадка для отдыха оборудованные скамейками, малыми архитектурными формами. Производственная зона благоустраивается: автомобильными и пешеходными дороги устраиваются с твердым покрытием, зеленые насаждения. На подсобной и складской зонах производиться планировка с укреплением почвенного слоя, необходимые дорожные покрытия.
В состав предзаводской зоны входит предзаводская площадь с подъездными путями транспорта, основными пешеходными потоками и элементами озеленения.
Площадь территории завода составляет 24000 м2.
4. ОБЪЕМНО-ПЛАНИРОВОЧНОГО РЕШЕНИЯ ЦЕХА.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.




 Плавка металла
Плавка металла