Проблему многократного снижения загрязнений окружающей среды при производстве продукции машиностроения кардинально могут решить реновационные производства технических изделий, отслуживших свой первый эксплуатационный цикл и имеющих 70...80 % остаточной долговечности. Современные высокие технологии восстановления технических изделий одновременно с модернизацией обеспечивают их себестоимость до 30% новых и позволяют не только сохранить, но и значительно улучшить номинальные параметры, существенно увеличить ресурс машин, реализуя при этом экономический потенциал предприятия при минимальных затратах. Продление ресурса рабочей машины путем восстановления ее исходных характеристик позволяет с затратами 10...50 % первоначальной стоимости иметь чистую "экономию" по экологии.
В курсовой работе решается задача по выбору рациональных и оптимальных способов восстановления конструктивных элементов валика водяного насоса ЯМЗ-240Б. Разработан ремонтный чертеж детали. Определён маршрутный технологический процесс восстановления, разработан и оформлен на стандартных картах маршрутно-операционный технологический процесс восстановления.
Валик насоса в процессе работы подвергается различным видам износов. Наличие грязи и абразива в охлаждающей жидкости приводит к износу шеек. Быстрое изменение разности температур с момента запуска двигателя до момента прогрева охлаждающей жидкости приводит к деформации валика, появлению трещин. Электрохимические явления и агрессивная среда приводит к появлению рисок, выкрашиванию металла. Нагрузка на конец вала от приводной шестерни стремится изогнуть вал, возможно появление погнутости и биения. Ударные нагрузки на шпонку под шестерней в момент запуска дизеля сминают ее и разбивают шпоночный паз.
От воздействия различных факторов, валик насоса за время работы приобретает ряд характерных дефектов, их расположение показано на рисунке 1.1.
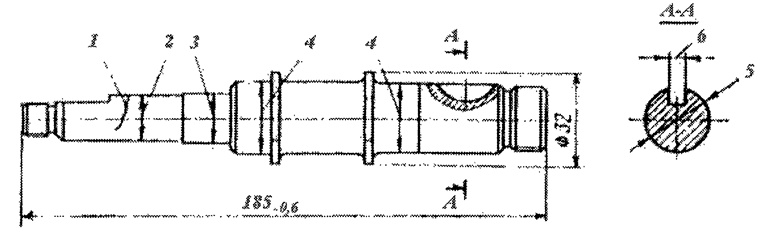
1- трещины, вырывы металла; 2- износ поверхности под крыльчатку; 3- износ поверхности под втулку; 4- износ поверхности под подшипники; 5 - износ поверхности под шестерню; 6 - износ стенок шпоночного паза
Рисунок 1.1 – Дефекты валика насоса ЯМЗ-240Б
Валик насоса изготовлен из улучшаемой хромистой с бором легированной стали 40ХР. Масса 0,518 кг. Твердость 241-286 НВ.
Ремонтный чертеж валика насоса ЯМЗ-240Б разрабатывается на основе рабочего чертежа, а также на основе анализа раздела 1. При разработке ремонтного чертежа используется ГОСТ 2.604–2000 «ЕСКД. Чертежи ремонтные. Общие требования».
Ремонтный чертеж представлен в графической части работы на листе формата А2. Данный чертеж содержит информацию о размерах детали, дефектных поверхностях, представлена таблица дефектов, в которой отражена информация о наименовании дефекта и рекомендуемых способах восстановления.
На ремонтном чертеже все дефекты пронумерованы на выносках и сведены в таблицу дефектов, а все подлежащие восстановлению дефектные поверхности выполнены утолщенными линиями.
Размеры с предельными отклонениями и параметрами шероховатости поверхностей проставлены только для восстанавливаемых конструктивных элементов.
Содержание графы «материал» основной надписи соответствует материалу рабочего чертежа.
На ремонтном чертеже изображены только те виды, разрезы и сечения, которые необходимы для ремонта детали.
В качестве дополнительной информации приведены сведения о шероховатости восстанавливаемых поверхностей и разработаны технические требования к ним.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.