















2 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЛЕСОПИЛЬНОГО ЦЕХА
2.1 Выбор головного оборудования.
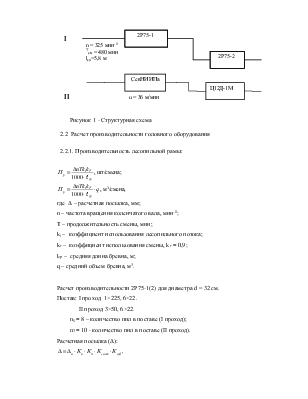
Лесопильный цех состоит из двух потоков:
1-й на базе лесопильных рам, которые производят распиловку с брусовкой;
2-й на базе ФБС, распиловка с брусовкой.
2.1.1. Модель лесопильной рамы выбирается по просвету пильной рамки.
при распиловке с брусовкой:
![]() ,
,
где d – диаметр бревна в вершине, см;
f – наибольшая кривизна, допускаемая в пиловочном сырье, f = 2 см/м;
lmax - максимальная длина бревна, м, для предприятий, выпускающих
пиломатериалы общего назначения, lmax = 7 м;
S – средний сбег бревна, S = 1,15 %;
a – запасное расстояние между стойками пильной рамки и комлевым торцем
бревна, a = 5см.
![]() см.
см.
B = 660 мм.
Выбираем модель лесопильной рамы:1-го ряда 2Р75-1, 2-го ряда 2Р75-2.
Техническая характеристика лесопильных рам указана в приложении А таблице 2.1.
2.1.2. Выбор модели агрегата.
Выбираем модель агрегата: СевНИИПа, АЛТИ. Техническая характеристика станка приведена в приложении А в таблице 2.2.
Рисунок 1 - Структурная схема
2.2 Расчет производительности головного оборудования
2.2.1. Производительность лесопильной рамы:
 , шт/смена;
, шт/смена;
 , м3/смена,
, м3/смена,
где Δ – расчетная посылка, мм;
n – частота вращения коленчатого вала, мин-1;
T – продолжительность смены, мин;
ki – коэффициент использования лесопильного потока;
kт – коэффициент использования смены, kт = 0,9;
lср – средняя длина бревна, м;
q – средний объем бревна, м3.
Расчет производительности 2Р75-1(2) для диаметра d = 32 см.
Постав: I проход 1×225, 6×22.
II проход 3×50, 6×22.
n1 = 8 – количество пил в поставе (I проход);
n2 = 10 - количество пил в поставе (II проход).
Расчетная посылка (Δ):
![]() ,
,
где Δи- инструментальная посылка, мм: выбирается по размеру бревна и числу пил при распиловке бревен, по толщине бруса и числу пил при распиловке бруса; при распиловке с брусовкой находится для первого и второго проходов;
расчет ведется по меньшей посылке
I проход: Δи1 = 27,5мм;
II проход: Δи2 = 36,0 мм;
Кн - коэффициент хода пильной рамки;
 ,
,
где Н – ход пильной рамки, мм;
 ;
;
Кп - поправочный коэффициент на породу древесины, Кп = 1,0 (сосна);
Ксост - поправка на состояние древесины, для свежесрубленной Ксост = 1,0;
Кзуб - поправка на зуб, для плющеных зубьев Кзуб = 1,0.
![]() .
.
ki находим в зависимости от времени распиловки бревна tp и количества брусьев на накопителе Е:
 ;
;
 с;
с;
Е = 1 шт;
ki=0,848.
 шт/смена;
шт/смена;
![]() м3/смена;
м3/смена;

Расчеты производительности лесопильных рам сведены в таблице 2.3.
2.2.2 Производительность ФБС:
 , шт/смена;
, шт/смена;![]()
 , м3/смена,
, м3/смена,
где U – скорость подачи, м/мин;
Расчет производительности СевНИИПа для d = 16 см.
U = 36 м/мин;
Кт = 0,89;
tp - время на распиловку бревна;
Для линий агрегатной переработки бревен Ki рассчитывается при tв=1,9 с, ![]() с,
с,
![]() с:
с:
 ;
;
 ;
;
 шт/смена;
шт/смена;
![]() м3/смена.
м3/смена.
Расчеты производительности СевНИИПа приведены в таблице 2.3.
2.3 Расчет потребного количества станко-смен потоков.
 ,
,
где ![]() -
количество бревен i-го
диаметра, распиленных по данному поставу, м3 и шт;
-
количество бревен i-го
диаметра, распиленных по данному поставу, м3 и шт;
![]() -
производительность рамы (станка) при распиловке i-го диаметра, м3/смена и шт/смена.
-
производительность рамы (станка) при распиловке i-го диаметра, м3/смена и шт/смена.
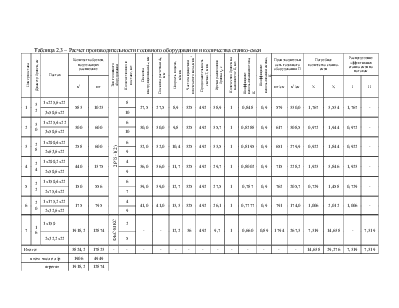
Расчеты сведены в таблице 2.4.
Таблица 2.3 – Расчет производительности головного оборудования и количества станко-смен
|
Номер постава |
Диаметр бревен, см |
Постав |
Количество бревен, подлежащих распиловке |
Тип головного оборудования |
Количество пил в поставе, шт |
Посылка инструкционная Δи, мм |
Посылка расчетная Δр, мм |
Скорость подачи, м/мин |
Частота вращения коленчатого вала, мин-1 |
Продолжительность смены Т, мин |
Время распиловки бревна tр, с |
Количество бревен на накопителе Е, шт. |
Коэффициент использования потока, Кi |
Коэффициент использования смены, Кт |
Производительность головного оборудования П |
Потребное количество станко-смен |
Распределение эффективных станко-смен по потокам |
||||
|
м3 |
шт |
шт/см |
м3/см |
Nэ |
Nу |
I |
II |
||||||||||||||
|
1 |
32 |
1х225,6х22 |
583 |
1023 |
2Р75-1(2) |
8 |
27,5 |
27,5 |
8,9 |
325 |
492 |
38,9 |
1 |
0,848 |
0,9 |
579 |
330,0 |
1,767 |
3,534 |
1,767 |
- |
|
3х50,6х22 |
10 |
||||||||||||||||||||
|
2 |
30 |
1х225,4х22 |
300 |
600 |
6 |
30,0 |
30,0 |
9,8 |
325 |
492 |
35,7 |
1 |
0,8288 |
0,9 |
617 |
308,5 |
0,972 |
1,944 |
0,972 |
- |
|
|
3х50,6х22 |
10 |
||||||||||||||||||||
|
3 |
28 |
1х200,4х22 |
258 |
600 |
6 |
32,0 |
32,0 |
10,4 |
325 |
492 |
33,5 |
1 |
0,8195 |
0,9 |
651 |
279,9 |
0,922 |
1,844 |
0,922 |
- |
|
|
2х63,6х22 |
9 |
||||||||||||||||||||
|
4 |
24 |
1х200,2х22 |
440 |
1375 |
4 |
36,0 |
36,0 |
11,7 |
325 |
492 |
29,7 |
1 |
0,8002 |
0,9 |
715 |
228,2 |
1,923 |
3,846 |
1,923 |
- |
|
|
2х50,6х22 |
9 |
||||||||||||||||||||
|
5 |
22 |
1х150,4х22 |
150 |
556 |
6 |
39,0 |
39,0 |
12,7 |
325 |
492 |
27,5 |
1 |
0,787 |
0,9 |
762 |
205,7 |
0,729 |
1,458 |
0,729 |
- |
|
|
2х75,4х22 |
7 |
||||||||||||||||||||
|
6 |
20 |
1х175,2х22 |
175 |
795 |
4 |
41,0 |
41,0 |
13,3 |
325 |
492 |
26,1 |
1 |
0,7777 |
0,9 |
791 |
174,0 |
1,006 |
2,012 |
1,006 |
- |
|
|
2х32,6х22 |
9 |
||||||||||||||||||||
|
7 |
16 |
1х150 |
1918,2 |
12874 |
ФБС-МКС |
2 |
- |
- |
12,2 |
36 |
492 |
9,7 |
1 |
0,660 |
0,89 |
1794 |
267,3 |
7,319 |
14,638 |
- |
7,319 |
|
2х32,2х22 |
5 |
||||||||||||||||||||
|
Итого: |
3824,2 |
17823 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
14,638 |
29,276 |
7,319 |
7,319 |
||
|
в том числе л/р |
1906 |
4949 |
|||||||||||||||||||
|
агрегат |
1918,2 |
12874 |
|||||||||||||||||||
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.