Л-14
ТЕХНОЛОГИЯ И ОБОРУДОВАНИЕ ДЛЯ СОРТИРОВАНИ ПМ
Сортирование (сотировка) пм – технологич операция, в результате выполнения которой достигается их внутрипроизводственное и формируется состав готовой продукции лз-да по размерным и качественным признакам: по 1-назначению (экспорт, внутренний рынок, внутризаводская переработка), 2 - породе древесины, 3 - толщине, ширине и длине досок, 4-сортности (степени насыщенности пороками древесины и качеству обработки).
Тщательная сортировка пФ создает предпосылки для соблюдения технологич режимов лесопиления, а сортировка готовых пм в полном соответствии с требованиями потребителей – непременное условие высокого кач-ва выпуск продукции.
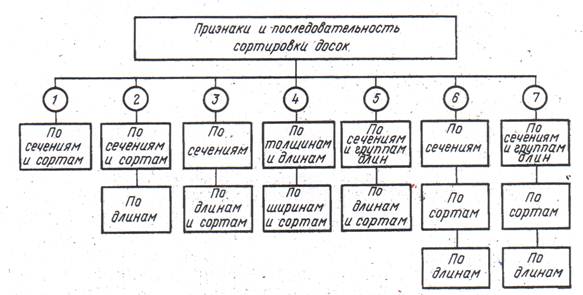
Рис.14.1. Признаки и последовательность сортировки пиломатериалов.
На рис.14.1 представлены наиболее характерные схемы сорт-ки пм на лз. Схемы отличаются последовательностью и признаками с-ки пм на различных стадиях (фазах) произодственного процесса. С-ку выполняют в одну, две или три стадии.
Сам процесс сортировки осущ-я след образом:
- оценка пм по всем перечисленным выше параметрам или только по некоторым из них;
- распределение (собственно сортировка) пм по соответствующим секциям: подстопным местам (при ручной с-ке); сортировочным карманам или карманам - накопителям (при механнизир с-ке).
Принц схема «распределения» пм по сортировочным карманам или карманам –накопителям: а – плотные пакеиы; б – пучки (неорганизованные пакеты). Н
Общее к-во накопителей зависит не только от сортировочных признаков вырабатываемой продукции, но и от принятой технологии и организации пр-ва на лз, производственной мощности ит. К-во накопителей – важнейший производственный фактор: чем больше накопителей, тем больше возможностей рассортировать пм по различным сортировочным признакам и в полной мере удовлетворить требования заказчика. Но ! стоимость сорт об-я и производственных помещений при этом существенно возрастает. КАК БЫТЬ?!
Решение проблемы: за умной технологией на базе современного об-я и прогрессивной орг-и пр-ва. На современных предприятиях процесс с-ки пм расчленяется на несколько стадий (см Коп).
Одностадийная с-ка пм предусматривает одноразовую (окончательную) с-ку сырых пм в лц по определенным сортировочным признакам.
Двухстадиййная с-ка пм решает проблему с-ки пм в два приема:
- на первой стадии (сырые пм) сортируют по некоторым признакам , например, по размерам поперечных сечений (см рис.47);
- на второй стадии – по размерам длины пм и сортам (качеству).
Трехстадийная с-ка пм предлагает рассортировать пм в три стадии:
- на первой стадии – с-ка сырых пм только размерам их поперечных сеч ;
- на второй стадии – с-ка сухих пм сортам (кач)
- на третьей стадии – с-ка сухих пм по размерам их длины .
Опр к-во накопителей, позволяющих рассортировать пм с учетом требований потребителя.
Одностадийнаяс-ка
ПАН рекомендует:
-при нормальных поставах, с учетом рассеивания размеров по ширине при их обрезке и некоторого резерва подстопных мест для укладки увеличенного к-ва ходовых размеров пм, то примерное к-во подстопных мест (q) у сортплощадки можно определить в зависимости от к-ва эффективных рам и среднего диаметра пол след-й эмпирической формуле:
q= 8 r S lh +R, (14.1)
где r- число эфф лр; S-число сортов; l- число длин; h-коэффициент повторяемости размеров: h=1-для одной лр или потока;h= 0,9 – для двух потоков; h=0,8-для трех потоков и h=0,7- для четырех лесопильных потоков; R – резерв подстопных мест (1-2 места на один поток).
Для сортировки пиломатериалов, например, на 12 размеров по длине, на 3 сорта по качеству на 2-поточном лз необходимо 260 подстопных мест или карманов- накопителей. Это нереально. Делаем вывод о том, что остадийная с-ка пм неприемлема.
Мой вариант опр к-ва накопителей при одностадийной с-ке
С 129, ф 19, 20 и 21
Двухстадийная с-ка
На первой стадии- в ЛЦ – только по сечениям
Q1=zп + zш,
число потоков +число ширин
На второй стадии -по сортам и длинам
Q2 = zс+zд
Qобщ= Q1+Q2
Трехстадиййная с-ка
На первой стадии – с-к по сечениям
На второй стадии – по сортам
На третьей стадии – по длине
Qобщ= Qсеч+Qсорт+Qдл
КЛАССИФИКАЦИЯ И ВИДЫ СОРТЛИНИЙ
Принц схема «распределения» пм по сортировочным карманам или карманам –накопителям: а – плотные пакеиы; б – пучки (неорганизованные пакеты). Н
Сортировочные линии с продольным перемещением пм
- роликове
-ленточные
-ребровые
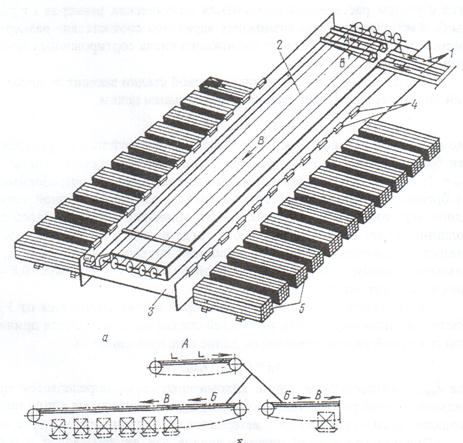
Рис.14.2. Схема сортировочного конвейера ТСП-3 с попнречным движением пиломатериалов:
а-одноэтажного (1-продольные выносные конвейеры; 2-поперечный цепной конвейер;3-коридор; 4-ролики; 5-пакеты пиломатериалов; б-двухэтажного (А –приемный участок; Б-участок контроля качества; В-разборочный участок).
Рис.14. Торцовочно-сортировочная линия ЛТС-16:
1-сортировочный конвейер; 2-пакетоукладчик; 3-роликовый конвейер; 4-сбросные роликовые конвейеры; 5-лапки; 6-пила; 7-перекладчик; 8,14,18-поперечноцепной конвейер; 9- карманы-накопители; 10- запорный рычаг; 11-перекладины; 12-пустотелый вал; 13-выносной конвейер; 15-приямок; 16-наклонный конвейер; 17-роликрвые шины; 20-ролики; 21-наклонный лифт; 22-навесной конвейер;
На рис. 14. показана схема ..А.В. Грачев Сортировка сырых пиломатериалов. Лекции. Грачев А.В. Л., РИО ЛТА, 1979,с.56. В С Т А В К А с. 33-36
Рис.14. Накопитель толстых досок:
1-металлоконструкция; 2-навесной роликовый конвейер; 3-поперечный цепной конвейер; 4-тележка; 5-стойка; 6-пульт управления.
Рис.14. Принципиальная схема сортировки и пакетирования сырых пм:
1, 2-ленточные конвейеры; 3-накопитель толстых досок; 4,5-ПФЛ; 6-буфернвй склад; 7-тележки; 8-мостовой кран; 9-линия для сортировки тонких досок; 10-пульт.
Этажерки гравитационные и с поперечным конв
 По форме движения сортируемых пм:
По форме движения сортируемых пм:
- с продольным ,поперечным и круговым
Движение пм продольное:
- ленточные и роликовые конвейеры;
- ребровые сорт линии
Рис. Ребровая сорт установка
Движение пм круговое
Рис Карусельная сорт установка
Движение пм поперечное Это – самое массовое об-е.
1). Полумеханизированные « сортплощадки « ТСП-3; ТСП-4
На деревянном каркасе смонтирован поперечно-цепной конвейур
L -длина приемного участка СЛ
L – длина браковочного уч
l- длина сорт уч
L-
l- длина конв на одного браковщика=4 м
q- интенсивность поступления пм из лц, досок/мин
A- производительность бракера, ок 15 дос/мин
l-
u
q
Этажерки: с гравитационным спуском пм по наклонным плоскост\ям и с поимощью попетнчных ков
Торцовочно-сорт линии ТСЛ на базе брусово-развального способ распиловки и централизованной сортировки ПМ.
ЛТС-16 и ЛТС-М
Технологич основы рационального построения ТСЛ
1. Удалось доказать, что из двухкантных брусьев следует выпиливать толстые пм (толще 25 мм) одной толщины. Это центральные и сердцевинные доски. В результате: отпала необходимость сортировки по сечениям в ЛЦ. Каждый л поток выпиливает толстые доски одного сечения.Задача состоит лишь в том, чтобы не смешивать толстые доски, выпиленные на разных л-потоках
В результате: толстые доски, минуя СЛ, поступают непосредственно в карман-накопитель (пакетоукладчик), установленный в конце л-потока
Рис. Схема пакетоукладчика
2. Второй постулат: выпиливание из бревна на всех л-потоках ЛЦ боковые (тонкие) доски одной толщины
Благодаря этому резко упростилась с-ка пм по сечениям и свелась к с-ке их по ширине.
Рис. Принцип схема распределения сырых пм по сечениям при выпиловке на всех потоках ЛЦ досок двух толщин
Рис. Схема участка с-ки пм по сечениям (классич сх)
Рис. ЛЦ в г АНГАРСКЕ на базе «бессортплощадочной» с-ки ПМ
Осн технологич параметры ТСЛ
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.