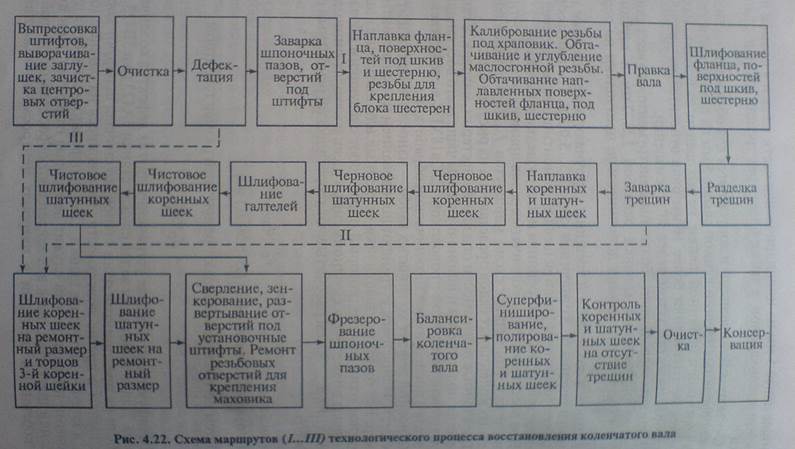
Разработать технологический процесс восстановления коленвалов
1)Назвать основные способы восстановления коленвалов.
Более 85% объёма восстановления коленвалов выполняют наплавочными способами:
наиболее аспространенной является наплавка под слоем легированного флюса, представляющего собой смесь, состоящую из плавленого флюса АН-348А(93,2%), феррома(2,2%), графита(2,3%) и жидкого стекла(2,5%). При этом 80% ресурса новых.
электроконтактная припайка стальной ленты из стали 50ХФА, дуговую металлизацию порошковой проволокой ПП-ОМ-2.
Для восстановления чугунных коленвалов применяют следующие способы дуговой наплавки:
по стальной оболочке, двухслойную наплавку, наплавку с последующей нормализацией, наплавку с проволокой Нп-15СТЮЦА, и др.
плазменная наплавка.
приварка стальных полуколец.
2)Как определить радиус кривошипных шеек

3)Для чего и как полируют шейки коленвала.
Шейки коленвала полируют для снижения шероховатости поверхности.
Шатунные и коренные шейки коленвала обычно полируют жимками с абразивным полотном зернистостью 100-140. также применяют притирочные пасты, приготовленные из тонкого абразивного порошка(№320), микропорошков(М-28, М-20, М-14). Эти порошки смешивают с машинным маслом и парафином.
4)Марки шлифовальных кругов.
14А42СС2К , 35м/с, ПП 900*150*75
К – керамика
5)Наплавка под слоем флюса, область применения
Автоматическая наплавка под слоем флюса получила наиболее широкое распространение при восстановлении деталей машин, имеющих большой износ (опорных катков, направляющих колёс и т.д.), а также ответственных деталей с небольшим износом: коленвалы.
При этом способе в зону горения дуги непрерывно подают гранулированный флюс. Часть флюса плавится под воздействием высокой температуры дуги, образуя вокруг неё эластичную оболочку, надежно защищая наплавляемый металл от воздействия воздуха, препятствуя выгоранию углерода и др. элементов. При медленном вращении жидкий металл выйдя из зоны горения медленно затвердевает, флюс также затвердевает покрывая металл плотной коркой.
Для наплавки под слоем флюса выпускаются следующие конструкции АБС, А-409, А-580М, ПАУ-1, ОКС-1252М, ОКС-1031-Б и д.р.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.