




Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
Высшего профессионального образования
Новосибирский государственный технический университет
Кафедра технологии машиностроения
Отчет по лабораторной работе №1
Исследование точности механической обработки
Факультет: МТ
Группа: ТА-602
Выполнил: Харитонов А.В.
Вариант: 7-1
Проверил: Гаар Н.П.
Новосибирск, 2010
Цель работы: овладеть навыками использования статистических методов при исследовании точности механической обработки.
Содержание работы: измерение размеров деталей после механической обработки на настроенном станке, определение основных статистических характеристик рассеивания, построение гистограммы и полигона распределения с последующей проверкой, соответствия их теоретической кривой. Расчет ожидаемого процента брака, а также установление настроечного размера.
Эскиз детали представлен на рис. 1.
Рис 1. Эскиз измеряемой детали.
1. Определяю количество интервалов и размер интервала:
Согласно
исходным данным измеряемый размер должен быть: ![]() , отсюда допуск составляет:
, отсюда допуск составляет:
![]()
Тогда шкала измерения прибора:

Размер интервала:
![]()
Так как, согласно исходным данным, минимальный и максимальный размеры равны соответственно: 15,54 мм и 15,42 мм, то количество интервалов определится как:
2. Определяю частоту, среднее арифметическое и среднеквадратичное отклонение размеров по каждому интервалу:
Частота определится как:

где ![]() – количество измеренных размеров,
принадлежащих i-му интервалу
(табл. 1); N – количество
измеренных деталей (N
= 50 шт.).
– количество измеренных размеров,
принадлежащих i-му интервалу
(табл. 1); N – количество
измеренных деталей (N
= 50 шт.).
Пример расчета:
Среднее арифметическое отклонение по всем 50 деталям определится как:
где ![]() – среднее арифметическое значение
размера в каждом интервале.
– среднее арифметическое значение
размера в каждом интервале.
Среднеквадратичное отклонение определится как:

Таблица 1
Значения для определения среднеквадратичного отклонения
|
№ интервала |
Интервалы
|
|
Частота
|
Отклонение от ср. значения
|
Квадрат отклонения от ср. значения
|
Приведенная величина
|
|
1 |
15,42 |
3 |
0,06 |
-0,055 |
30 |
1,8 |
|
2 |
15,44 |
5 |
0,10 |
-0,035 |
10 |
10-4 |
|
3 |
15,46 |
11 |
0,22 |
-0,015 |
2 |
0,44 |
|
4 |
15,48 |
16 |
0,32 |
0,005 |
0,3 |
0,096 |
|
5 |
15,50 |
12 |
0,24 |
0,025 |
6,3 |
1,512 |
|
6 |
15,52 |
3 |
0,06 |
0,045 |
20 |
1,2 |
3. Построение графика распределения частот и кривых теоретического и нормального распределения:
Согласно табл. 1 и полученным ниже данным имею:
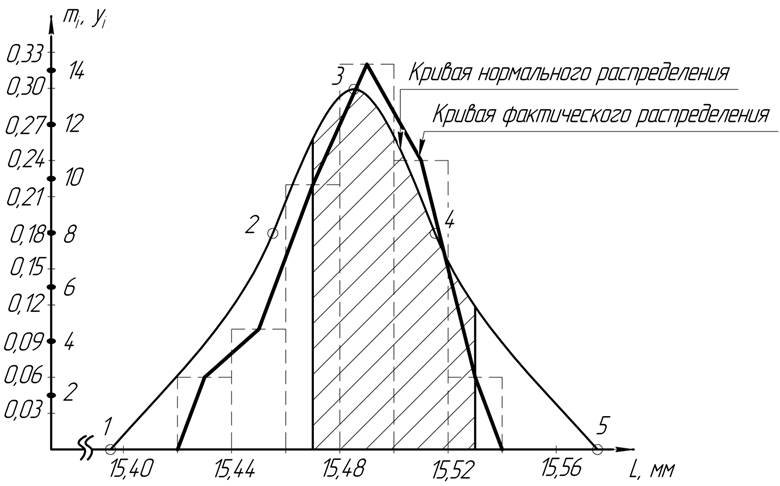
Рис. 2. Кривые нормального и фактического распределения
4. Определяю точность технологического процесса:
![]()
![]()
![]()
![]()
![]()
Таким образом, процент годных заготовок:
![]()
Тогда процент брака:
![]()
При этом неисправимый брак составляет:
![]()
исправимый:
![]()
Увеличить получение числа годных деталей можно перенастроив станок на:

Вывод:
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.