Технологический процесс
работы лесопильного потока на базе лесопильных рам 2Р63-1(2).
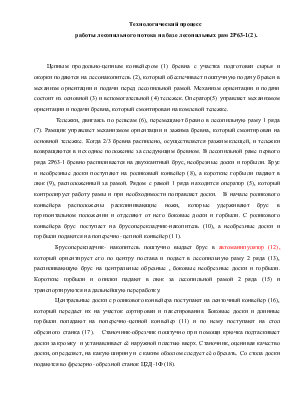
Цепным продольно-цепным конвейером (1) бревна с участка подготовки сырья и окорки подаются на лесонакопитель (2), который обеспечивает поштучную подачу бревен в механизм ориентации и подачи перед лесопильной рамой. Механизм ориентации и подачи состоит из основной (3) и вспомогательной (4) тележек. Оператор(5) управляет механизмом ориентации и подачи бревна, который смонтирован на комлевой тележке.
Тележки, двигаясь по рельсам (6), перемещают бревно в лесопильную раму 1 ряда (7). Рамщик управляет механизмом ориентации и зажима бревна, который смонтирован на основной тележке. Когда 2/3 бревна распилено, осуществляется разжим клещей, и тележки возвращаются в исходное положение за следующим бревном. В лесопильной раме первого ряда 2Р63-1 бревно распиливается на двухкантный брус, необрезные доски и горбыли. Брус и необрезные доски поступают на роликовый конвейер (8), а короткие горбыли падают в люк (9), расположенный за рамой. Рядом с рамой 1 ряда находится оператор (5), который контролирует работу рамы и при необходимости поправляет доски. В начале роликового конвейера расположены расклинивающие ножи, которые удерживают брус в горизонтальном положении и отделяют от него боковые доски и горбыли. С роликового конвейера брус поступает на брусоперекладчик-накопитель (10), а необрезные доски и горбыли подаются на поперечно- цепной конвейер (11).
Брусоперекладчик- накопитель поштучно выдает брус в автоманипулятор (12), который ориентирует его по центру постава и подает в лесопильную раму 2 ряда (13), распиливающую брус на центральные обрезные , боковые необрезные доски и горбыли. Короткие горбыли и опилки падают в люк за лесопильной рамой 2 ряда (15) и транспортируются на дальнейшую переработку.
Центральные доски с роликового конвейера поступают на ленточный конвейер (16), который передает их на участок сортировки и пакетирования. Боковые доски и длинные горбыли попадают на поперечно-цепной конвейер (11) и по нему поступают на стол обрезного станка (17). Станочник-обрезчик поштучно при помощи крючка подтаскивает доски за кромку и устанавливает её наружной пластью вверх. Станочник, оценивая качество доски, определяет, на какую ширину и с каким обзолом следует её обрезать. Со стола доски подаются во фрезерно- обрезной станок Ц2Д-1Ф (18).
Обрезные доски поступают на участок окончательной торцовки через люк и накапливаются на буферном столе с поперечно-цепным конвейером. Станочник контролирует поштучную подачу досок с буферного стола на поперечный цепной конвейер ЦТ3-2М с упорами (23). При помощи рольганга с косопоставленными роликами доски выравниваются по комлевому торцу об упор. Для облегчения продольного перемещения досок перед пилой установлены неприводные ролики. Доски торцуются стационарной комлевой пилой. Торцовщик отторцовывает дефектные участки. После торцовки комлевого торца с помощью рольганга с косопоставленными роликами доски выравниваются по вершинному торцу об упор. Первый вершинный торцовщик принимает доску с роликов, осматривает ее, подтаскивает ее к первой стационарной вершинной пиле, определяет место предварительного реза. Второй вершинный торцовщик на второй стационарной вершинной пиле придает доскам стандартную длину при помощи мерных упоров, которые утапливаются под тяжестью досок. Все отходы при торцовке падают в люки, откуда транспортируются в рубительную машину. Отторцованные пиломатериалы попадают на ленточный конвейер и перемещаются на сортировочную площадку.
Технологический процесс
линии агрегатной переработки бревен (ЛАПБ-2)
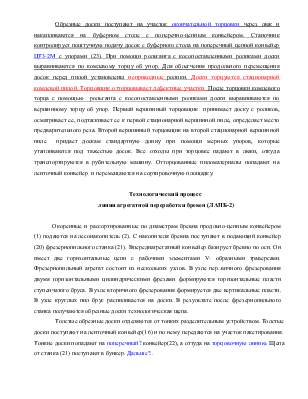
Окоренные и рассортированные по диаметрам бревна продльно-цепным конвейером (1) подаются на лесонакопитель (2). С накопителя бревна поступают в подающий конвейер (20) фрезернопильного станка (21). Впередиагрегатный конвейер базирует бревно по оси. Он имеет две горизонтальные цепи с рабочими элементами V- образными траверсами. Фрезернопильный агрегат состоит из нескольких узлов. В узле пер..вичного фрезерования двумя горизонтальными цилиндрическими фрезами формируются горизонтальные пласти ступенчатого бруса. В узле вторичного фрезерования формируется две вертикальные пласти. В узле круглых пил брус распиливается на доски. В результате после фрезернопильного станка получаются обрезные доски технологическая щепа.
Толстые обрезные доски отделяются от тонких разделительным устройством. Толстые доски поступают на ленточный конвейер(16) и по нему передаются на участок пакетирования. Тонкие доски попадают на поперечный? конвейер(22), а оттуда на торцовочную линию. Щепа от станка (21) поступают в бункер. Дальше?..
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.