



II часть
Для распиловки брёвен диаметром 15 см брусовкой поставом:
1×100; 4×16
2×44; 4×16
принимаем в качестве головного оборудования лесопильную раму.
Модель лесопильной рамы выбирается по просвету пильной рамки.
при распиловке с брусовкой:
![]() ,
(7)
,
(7)
где d – диаметр бревна в вершине, см;
f – наибольшая кривизна, допускаемая в пиловочном сырье, см/м, f = 2 см/м (ГОСТ 9463-88);
![]() -
максимальная длина бревна, м, для предприятий, выпускающих пиломатериалы общего
назначения,
-
максимальная длина бревна, м, для предприятий, выпускающих пиломатериалы общего
назначения, ![]() = 7 м;
= 7 м;
S – средний сбег бревна, S = 0,8 %;
a – запасное расстояние между стойками пильной рамки и комлевым торцем
бревна, a = 5 см.
В = 15 + 2 ∙ 7 + 0,8 ∙ 7 + 2 ∙ 5 = 44,6 см = 446 мм.
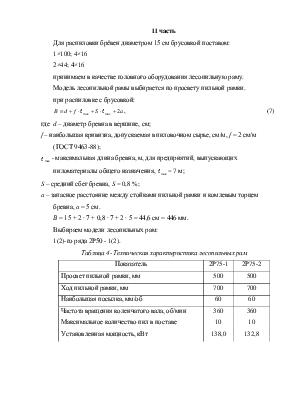
Выбираем модели лесопильных рам:
1(2)-го ряда 2Р50 - 1(2).
Таблица 4- Техническая характеристика лесопильных рам
|
Показатель |
2Р75-1 |
2Р75-2 |
|
Просвет пильной рамки, мм |
500 |
500 |
|
Ход пильной рамки, мм |
700 |
700 |
|
Наибольшая посылка, мм/об |
60 |
60 |
|
Частота вращения коленчатого вала, об/мин |
360 |
360 |
|
Максимальное количество пил в поставе |
10 |
10 |
|
Установленная мощность, кВт |
138,0 |
132,8 |
Расчёт производительности потока на лесопильной раме
 ,
шт/смена;
(8)
,
шт/смена;
(8)
 ,
м3/смена,
(9)
,
м3/смена,
(9)
где ![]() -
расчетная посылка, мм;
-
расчетная посылка, мм;
n – частота вращения коленчатого вала, мин-1;
T – продолжительность смены, мин;
![]() -
коэффициент использования лесопильного потока;
-
коэффициент использования лесопильного потока;
![]() -
коэффициент использования смены;
-
коэффициент использования смены;
![]() - средняя
длина бревна, м;
- средняя
длина бревна, м;
q – средний объем бревна, м3.
Постав: I проход - 1×100, 4×16;
II проход - 2×44, 4×16.
nI = 6 – количество пил в поставе (I проход);
nII = 7 – количество пил в поставе (II проход).
Расчетная посылка (![]() ):
):
![]() ,
(10)
,
(10)
где ![]() -
инструментальная посылка, мм, выбирается по размеру бревна и числу пил при
распиловке бревен, по толщине бруса и числу пил при распиловке бруса. При
распиловке с брусовкой находится для первого и второго проходов: расчет ведется
по меньшей посылке
-
инструментальная посылка, мм, выбирается по размеру бревна и числу пил при
распиловке бревен, по толщине бруса и числу пил при распиловке бруса. При
распиловке с брусовкой находится для первого и второго проходов: расчет ведется
по меньшей посылке
I проход: ![]() = 45 мм;
= 45 мм;
II проход: ![]() = 46 мм.
= 46 мм.
![]() -
коэффициент хода пильной рамки;
-
коэффициент хода пильной рамки;
 ,
(11)
,
(11)
где Н – ход пильной рамки.
Кн = 700/600 = 1,17;
![]() -
поправочный коэффициент на породу древесины,
-
поправочный коэффициент на породу древесины,![]() =
1,0 (сосна);
=
1,0 (сосна);
![]() -
поправка на состояние древесины, для свежесрубленной древесины
-
поправка на состояние древесины, для свежесрубленной древесины![]() = 1,0;
= 1,0;
![]() -
поправка на зуб,
-
поправка на зуб,![]() = 1,0.
= 1,0.
мм;
∆ = 45 ∙ 1 ∙ 1,17 ∙ 1 ∙ 1 = 52,7 мм
Кт = 0,9, т.к. продолжительность смены Т = 8 ч;
 ;
;
tр = 6,1 ∙ 1000 ∙ 60 = 19,3 с;
52,7 ∙ 360
Е = 2 шт;
Кi = 0,725.
Пл/р = 52,7 ∙ 360 ∙ 492 ∙ 0,9 ∙ 0,725 = 999 шт/смена;
1000 ∙ 6,1
Пл/р = 52,7 ∙ 360 ∙ 492 ∙ 0,9 ∙ 0,725 ∙0,143 = 143 м3/смена.
1000 ∙ 6,1
Для распиловки брёвен диаметром 15 см вразвал поставом:
2×32, 2×22, 2×16
принимаем в качестве головного оборудования ЛАПБ – 2.
Таблица 5 – Техническая характеристика агрегата ЛАПБ – 2
|
Показатель |
ЛАПБ - 2 |
|
Размеры перерабатываемых брёвен: |
|
|
диаметр в вершинном торце, мм |
100…180 |
|
длина, м |
3…7,5 |
|
Наибольшая односторонняя кривизна брёвен, не более, % |
1,5 |
|
Максимальная высота пропила, мм |
155 |
|
Число выпиливаемых досок, шт. |
4…5 |
|
Скорость подачи, м/мин |
40, 50, 60 |
|
Частота вращения, мин-1 |
1470 |
|
Максимальный диаметр пил, мм |
630 |
|
Установленная мощность, кВт |
440,0 |
|
Габаритные размеры, мм |
|
|
длина |
36000 |
|
ширина |
5570 |
|
высота |
2370 |
|
Масса, кг |
45000 |
Расчёт производительности потока на агрегате
П = UTKiKt , шт/смен, (12)
lср
П = UTKiKt ∙q, м3/смен, (13)
lср
где T – продолжительность смены, мин;
![]() -
коэффициент использования лесопильного потока;
-
коэффициент использования лесопильного потока;
![]() =1, (14)
=1, (14)
1 + tb + Σtn1
tp
где tb – время межторцового разрыва или время на вспомогательные операции, не совпадающие со временем распиловки бревна, с;
tp – время распиловки (обработки) бревна на головном станке, с;
tp =l ∙ 60 , (15)
U
![]() -
коэффициент использования смены;
-
коэффициент использования смены;
lср - средняя длина бревна, м;
q – средний объем бревна, м3.
tp = 6,1 ∙ 60 = 10,2 с;
36
![]() = 1
= 0,593;
= 1
= 0,593;
1 + 1,9 + 5,1
10,2
ПЛАПБ = 36 ∙ 492 ∙ 0,593 ∙ 0,89 = 1532 шт/смен;
6,1
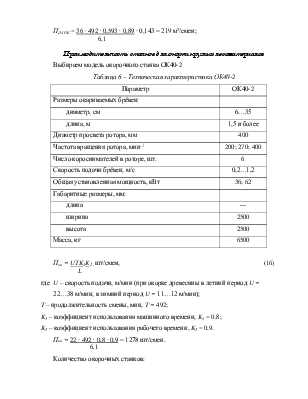
ПЛАПБ = 36 ∙ 492 ∙ 0,593 ∙ 0,89 ∙ 0,143 = 219 м3/смен;
6,1
Производительность станков для окорки круглых лесоматериалов
Выбираем модель окорочного станка ОК40-2
Таблица 6 – Техническая характеристика ОК40-2
|
Параметр |
ОК40-2 |
|
Размеры окариваемых брёвен: |
|
|
диаметр, см |
6…35 |
|
длина, м |
1,5 и более |
|
Диаметр просвета ротора, мм |
400 |
|
Частота вращения ротора, мин-1 |
200; 270; 400 |
|
Число короснимателей в роторе, шт. |
6 |
|
Скорость подачи брёвен, м/с |
0,2…1,2 |
|
Общая установленная мощность, кВт |
36; 62 |
|
Габаритные размеры, мм: |
|
|
длина |
--- |
|
ширина |
2500 |
|
высота |
2500 |
|
Масса, кг |
6500 |
Пок = UTK1K2 , шт/смен, (16)
L
где U – скорость подачи, м/мин (при окорке древесины в летний период U = 22…38 м/мин, в зимний период U = 11…12 м/мин);
T – продолжительность смены, мин, T = 492;
K1 – коэффициент использования машинного времени, K1 = 0,8;
K2 – коэффициент использования рабочего времени, K2 = 0,9.
Пок = 22 ∙ 492 ∙ 0,8 ∙ 0,9 = 1278 шт/смен.
6,1
Количество окорочных станков:
np = Пбmax , (17)
Пок
где Пбmax – максимальная производительность головных станков, шт/смен;
П – производительность окорочного станка в шт/смен.
Пбmaxл/р = 52,7 ∙ 360 ∙ 492 ∙ 0,92 = 1408 шт/смен;
1000 ∙ 6,1
np = 1408 = 1,102
1278
Принимаем 2 станка для окорки круглого лесоматериала.
Коэффициент загрузки:
К = 1,102 ∙ 100 % = 55,1 %.
2
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.