
Лекция 6. Единая система допусков и посадок.
Основные нормы взаимозаменяемости.Принципы построения ЕСДП.
Образование допусков и посадок.Порядок назначения посадок.
Обозначение допусков и посадок на чертежах
Единая система допусков и посадок (ЕСДП) - совокупность рядов допусков и посадок, закономерно построенных на основе экспериментов и теоретических исследований и оформленных ввиде стандартов.
ЕСДП - термин закреплен за гладкими деталями (ГОСТ 25346-89, ГОСТ 25347-82).
Основные нормы взаимозаменяемости (ОНВ) - термин сохраняется за остальными типовыми деталями (подшипники качения, резьба, шпонки и т. д. ).
ЕСДП обеспечивает:
1. Оптимальность вариантов допусков и посадок для гладких деталей.
2. Технологичность производства деталей в металлообработке.
3. Взаимозаменяемость деталей.
4. Повышение качества выпускаемой продукции.
5. Стандартизацию средств измерения (СИ) за счет унификации допусков и посадок.
6.Повышение экономичности производства деталей как на стадии конструирования, так и на стадии изготовления.
Внедрение ЕСДП позволяет использовать интеграцию, дифференциацию и кооперирование производства работ; улучшает научные и торговые связи и обмены; повышает конкурентную способность продукции и услуг; упрощает техническую связь и обмен технической информацией [1-5].
Принципы построения ЕСДП
1. В стандартах использован принцип приведения к одной температуре – нормирование допусков размеров и их контроль осуществляются при температуре t = 200C (ГОСТ 25346-89, ГОСТ 25347-82).
2. Принцип применения рядов предпочтительны чисел.
3. Принцип экономии металла (отклонения полей основных отверстия и вала назначаются от нулевой линии “в тело” детали).
4. Принцип образования посадок упрощающим способом (посадки в системе отверстия и в системе вала).
5. Точностный ряд устанавливается квалитетами. В ЕСДП 20 квалитетов. Ряд состоит из следующих квалитетов: JT 01;0;1;2;3;4;5;6;7;8;9;10;11;12;13;14;15;16;17;18.
Чем больше цифра квалитета, тем больше допуск и тем ниже точность. В машиностроении обычно используются квалитеты JT 6,7,8,9,10,11,12.
6. Допуск размера определяется по ф. (6.1) [ 1,2,3,5,9]:
T = i a (6.1)
Где T - допуск размера, мкм ;
i – мера точности (масштабный коэффициент), мкм ;
значения меры точности указаны в таблице 6.1;
a – количество единиц допуска;
соотношение значений а и квалитетов JT приведены в таблице 6.2.
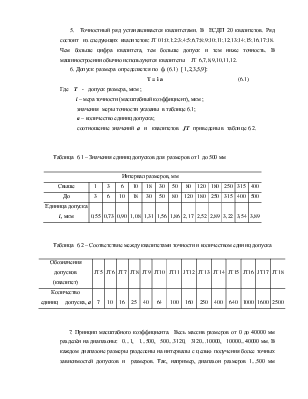
Таблица 6.1 – Значения единиц допусков для размеров от 1 до 500 мм
|
Интервал размеров, мм |
|||||||||||||
|
Свыше |
1 |
3 |
6 |
10 |
18 |
30 |
50 |
80 |
120 |
180 |
250 |
315 |
400 |
|
До |
3 |
6 |
10 |
18 |
30 |
50 |
80 |
120 |
180 |
250 |
315 |
400 |
500 |
|
Единица допуска i, мкм |
0,55 |
0,73 |
0,90 |
1,08 |
1,31 |
1,56 |
1,86 |
2,17 |
2,52 |
2,89 |
3,22 |
3,54 |
3,89 |
Таблица 6.2 – Соответствие между квалитетами точности и количеством единиц допуска
|
Обозначения допусков (квалитет) |
JT5 |
JT6 |
JT7 |
JT8 |
JT9 |
JT10 |
JT11 |
JT12 |
JT13 |
JT14 |
JT15 |
JT16 |
JT17 |
JT18 |
|
Количество единиц допуска, а |
7 |
10 |
16 |
25 |
40 |
64 |
100 |
160 |
250 |
400 |
640 |
1000 |
1600 |
2500 |
7. Принцип масштабного коэффициента. Весь массив размеров от 0 до 40000 мм разделён на диапазоны: 0...1, 1...500, 500...3120, 3120...10000, 10000...40000 мм. В каждом диапазоне размеры разделены на интервалы с целью получения более точных зависимостей допусков и размеров. Так, например, диапазон размеров 1...500 мм имеет 13 интервалов: свыше 1..до 3, свыше 3... до 6, и т.д. ( 6...10, 10...18, 18...30, 30...50, 50...80, 80...120, 120...180, 180...250, 250...315, 315...400, 400...500 мм).
Для данного диапазона размеров мера точности рассчитывается (ГОСТ 25346-89):
i
= 0.45![]() +0.001d (6.2)
+0.001d (6.2)
Таким образом, масштабный коэффициент устанавливает зависимость допуска от размера. Значения i для всех интервалов размеров приведены в таблице 6.1.
Образование полей допусков и посадок
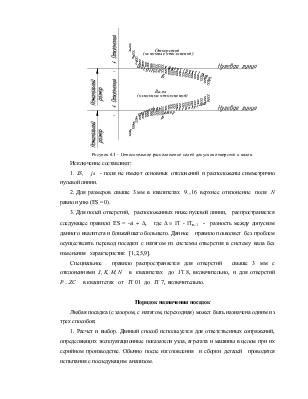
Основные отклонения отверстий обозначаются заглавными буквами латинского алфавита, а основные отклонения валов - прописными (малыми) (рис.6.1; табл.6.3).
Обозначение поля допуска для отверстия, например 80H7, где 80 - диаметр, мм; H - основное отклонение оснсвного отверстия, 7 - квалитет.
Обозначение поля допуска для вала, например, 80h6, где 80 - диаметр, мм; h - основное отклонение основного вала; 6 - квалитет.
Поля валов с отклонениями от a до h образуют с полем основного отверстия (H) посадки в системе отверстия с зазором ( ГОСТ 25346, ГОСТ 25347).
Поля валов с отклонениями js, k, m, n образуют с полем основного отверстия (H) переходные посадки в системе отверстия.
Поля валов с отклонениями p, r, s, t, u, v, x, y, z образуют с полем (H) посадки с натягом в системе отверстия.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.