Посадки в системе вала образуются сочетанием поля основного вала ( h ) с полями отверстий:
Поля отверстий от A до H образуют с полем h посадки в системе вала с зазором.
Поля JS, K, M, N с полем h - посадки в системе вала переходные.
Поля P, R, S, T, U, V, X, Y, Z с полем h - посадки в системе вала с натягом.
Кроме вышеназванных полей существуют дополнительные (промежуточные) поля: для отверстий - CD, EF, FG, ZA, ZB, ZC; для валов - cd, ef, fg, za, zb, zc.
Данные поля в ЕСДП используются для размеров до 18 мм с целью снижения разброса основных отклонений рядом стоящих интервалов.
Образование отклонений осуществляется по следующим правилам:
Для полей A...H и a...h - EI = -es. Для полей K...ZC и k...zc ES = -ei.
Данное правило определяет симметричное расположение одноименных полей ЕСДП относительно нулевой линии (рис. 6.1).
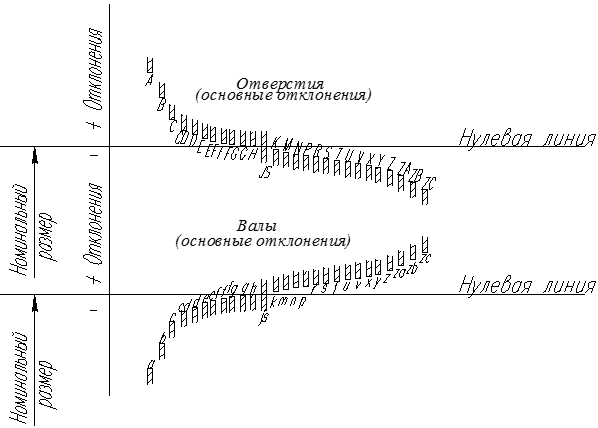
Рисунок 4.1 - Относительное расположение полей допусков отверстий и валов.
Исключение составляют:
1. JS, js - поля не имеют основных отклонений и расположены симметрично нулевой линии.
2. Для размеров свыше 3 мм в квалитетах 9...16 верхнее отклонение поля N равно нулю (ES = 0).
3. Для полей отверстий, расположенных ниже нулевой линии, распространяется следующее правило: ES = -ei + D, где D = IT - ITn-1 - разность между допуском данного квалитета и ближайшего большего. Данное правило позволяет без проблем осуществлять перевод посадки с натягом из системы отверстия в систему вала без изменения характеристик [1,2,5,9].
Специальное правило распространяется для отверстий свыше 3 мм с отклонениями J, K, M, N в квалитетах до JT 8, включительно, и для отверстий P ...ZC в квалитетах от JT 01 до JT 7, включительно.
Порядок назначения посадок
Любая посадка (с зазором, с натягом, переходная) может быть назначена одним из трех способов:
1. Расчет и выбор. Данный способ используется для ответственных сопряжений, определяющих эксплуатационные показатели узла, агрегата и машины в целом при их серийном производстве. Обычно после изготовления и сборки деталей проводятся испытания с последующим анализом.
2. По аналогии с существующими сопряжениями деталей.
3. По опыту и интуиции специалиста.
При назначении допусков и посадок, в первую очередь, выбираются рекомендуемые и предпочтительные. В ГОСТ 25347-82 предпочтительные допуски и посадки выделены в жирной прямоугольной рамке. Во вторую очередь - рекомендуемые непредпочтительные и затем - дополнительные.
После расчета посадка выбирается из ряда рекомендуемых в следующей последовательности (с учетом рассчитанных показателей):
1. Выбирается предпочтительная посадка в системе отверстия (ГОСТ 25347-82). Если посадка не может быть выбрана, то переходим к следующей позиции и т. д.
2. Выбирается предпочтительная посадка в системе вала.
3. Посадка в системе отверстия не предпочтительная.
4. Посадка в системе вала не предпочтительная.
5. Посадка без системы может быть назначена после технического обоснования.
Такая организация выбора посадок:
1. Хорошо обеспечивает взаимозаменяемость.
2. Хорошо стандартизирует существующее многообразие допусков и посадок
3. Обеспечивает экономичность изготовления деталей и машин [1,2,5].
Обозначение допусков и посадок на чертежах
На рабочем чертеже ( приложение А ) указываются все требования для изготовления данной детали [1;2;5, с.278], в том числе и точность. Допуски на размеры могут быть указаны непосредственно над размерной линией одним из трех способов:
Символами - Æ70H7, Æ70f7.
Числовыми значениями
отклонений. Числовые значения отклонений указываются со знаками: верхнее
отклонение - всегда вверху, нижнее – внизу; например, Æ70![]() ; Æ70
; Æ70![]() .
Симметричные отклонения проставляются одной цифрой: Æ35
.
Симметричные отклонения проставляются одной цифрой: Æ35![]() 0.5 (
без скобок ).
0.5 (
без скобок ).
Сочетанием
первого и второго способов - Æ70H7(![]() ), Æ70f7(
), Æ70f7(![]() ).
Числовые значения отклонений указываются в скобках.
).
Числовые значения отклонений указываются в скобках.
Числовые значения отклонений определяются по стандарту ГОСТ 25347-82 в зависимости от размера и квалитета .
Для неответственных размеров, выполняемых в квалитетах JT 12...JT18, точность изготовления может быть указана текстом выше основной надписи:
1.
Неуказанные предельные отклонения размеров: отклонений H14, валов h12,
остальных ![]() .
.
2.
Неуказанные предельные отклонения размеров: диаметров H14, h12, остальных ![]() ; или (
; или (![]() ).
).
3.
Неуказанные предельные отклонения размеров: отверстий H14, валов h14,
остальных ![]() ; или (
; или (![]() ).
).
t1 - обозначает точность изготовления (допуск) по классу не только для линейных размеров, но и для фасок, радиусов закругления и для других элементов, у которых не указан допуск непосредственно у размера. При этом цифра 1 обозначает класс точности. Нормирование точности по классам и квалитетам находится в соотношении:
t1 ~ JT12; t2 ~ JT14; t3 ~ JT16; t4 ~ JT18.
На сборочном чертеже ( приложение Б )посадки обозначаются аналогично вышеуказанным способам нанесения допусков:
1.
Символами: Æ70![]() или H7/f7 или H7 - f7.
или H7/f7 или H7 - f7.
2.
Числовыми значениями: Æ70![]() .
.
3.
Комбинированный: Æ70 .
.
При обозначении посадки всегда в числителе указывается допуск на отверстие , а в знаменателе – допуск на вал, независимо от системы посадки, характера сопряжения и точности изготовления отдельной детали.
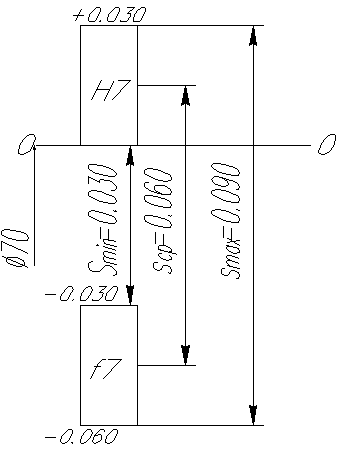
Рисунок 6.2 - Схема полей допуска посадки с зазором 70Н7/f7
Приложение А – Рабочий чертёж детали
Приложение Б – Сборочный чертёж узла
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.