![]() ; (8.12)
; (8.12)
![]() ; (8.13)
; (8.13)
где ![]() пределы текучести материалов втулки и вала,
Па (табл. 8.2 , ГОСТ 1050 – 88 см. П.1 )
пределы текучести материалов втулки и вала,
Па (табл. 8.2 , ГОСТ 1050 – 88 см. П.1 )
5. Наибольшее удельное функциональное давление [Pmax] выбирается равным наименьшему из двух, рассчитанных по формулам (8.11) (8.12).
6. Наибольший расчетный натяг определяется :
Nmax
= [Pmax] d  ;
(8.14)
;
(8.14)
7.Наибольший функциональный натяг равен :
![]() =Nmaxjуд + jш -
jt ; (8.15)
=Nmaxjуд + jш -
jt ; (8.15)
где jуд - усиление давления на торцах втулки при большой длине сопряжения
(jуд = 1 при отношении l/d = 0.5 ...1.5);
jш -
поправка на шероховатость , м ; jt - поправка на
температуру. В общем случае решение сводится к
определению ![]() по формуле (8.15):
по формуле (8.15):
[Nmax] = Nmax+ jш ; (8.16)
jш = 2к (RzD + Rzd) ; (8.17)
где к - уровень смятия шероховатостей (2к = 1.2; 2к = 0.5 ... 1.5 [1, 5, 9, 10] ) .
8. Выбрать стандартную посадку, предельные значения которой находятся в интервале от [Nmin] до [Nmax] и удовлетворяет требованию формул (8.1) и (8.2) .
Если условия неравенств (8.1), (8.2) не выполняются, то посадка выбрана неверно.
9. Проверка правильности выбора посадки на неразрушаемость.
Определяем наибольшее удельное давление, возникающее в поверхности сопряжения при наибольшем натяге выбранной стандартной посадки :
 ; (8.18)
; (8.18)
 ; (8.19)
; (8.19)
 ;
(8.20)
;
(8.20)
Посадка выбрана верна,
если ![]() ;
; ![]() , где sTD и sTd - пределы текучести материалов втулки
и вала , МПа (п.4).
, где sTD и sTd - пределы текучести материалов втулки
и вала , МПа (п.4).
10. Определить усилие запрессовки деталей при изготовлении их по выбранной посадке
![]() ;
(8.21)
;
(8.21)
где fn –коэффициент трения при запрессовке, ( fn = (1.15 ... 1.20)f) .
Для выбранной посадки вычертить схему полей допусков, указать числовые значения отклонений, определить основные характеристики (Nmin, Nmax, ТП), а также запасы прочности на эксплуатацию (Б) и запас прочности сборки (Г), (рис.8.2).
Рассмотрим пример выбора посадки для диаметра 80 мм, если [Nmin] = 0.018 мм, [Nmax]=0.092 мм.
Характеристики выбранной стандартной посадки (рис 8.2):
![]() Æ80
Æ80 ;
;
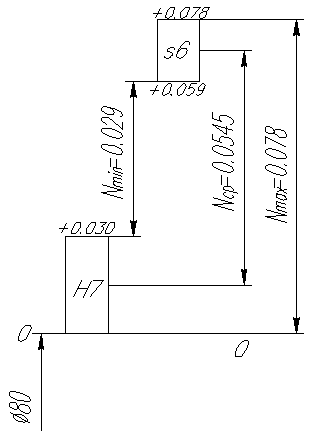
Рисунок6.2- Схема полей допуска посадки с зазором 70Н7/s6
Nmin ст = 0.029 мм ; Nmax ст = 0.078 мм ;
Б = Nmin ст - [Nmin] ; Г = [Nmax] - Nmax ст .
Порядок выбора посадки с натягом
Назначается из
рекомендуемых предпочтительных посадок в системе отверстия по ГОСТ 25347 – 82.
Предпочтительные посадки в таблицах стандартов выделены. Если ни одна посадка
не соответствует условию формулы (8.1) (8.2), то переходим к выбору
предпочтительных посадок в системе вала (там же табл. 18). Если из этих посадок
нельзя сделать выбор, то переходим к следующему. Выбирается непредпочтительная
посадка в системе отверстия. Эти посадки в таблицах не выделены. В случае
отсутствия посадки, удовлетворяющей условию формулы (8.1), (8.2), то назначаем
непредпочтительную посадку в системе вала. Допускается образование посадки
сочетанием иных стандартных полей отверстия и вала по ГОСТ 25347-82. При этом
желательно, чтобы посадка была в системе отверстия или в системе вала и допуск
у отверстия был больше, чем у вала (разность может быть не более двух
квалитетов). Такие посадки технологичнее. Если выбор стандартной посадки
оказался невозможным, то необходимо провести расчет уточненным способом влияния
температуры отклонений формы и расположения поверхностей сопрягаемых изделий
[1, 2, 5, 9, 10] и после определения функциональных натягов выбрать посадку в
выше указанной последовательности.![]()
Приложение 1
Шероховатость поверхностей отверстия и вала
Таблица 8.1
|
Интервалы размеров, мм |
Поля допусков отверстий |
Поля допусков валов |
||||||
|
H6 |
H7,R7,S7,U7 |
H8,U8 |
H9 |
r5,s5 |
h6,p6,r6,s6,z6 |
h7,s7,u7,u8,s8 h8,x8,z8 |
||
|
Значения Rz , мкм , не более |
||||||||
|
от 1 до 3 |
1,6 |
3,2 |
3,2 |
6,3 |
0,8 |
1,6 |
3,2 |
3,2 |
|
свыше3до6 |
3,2 |
6,3 |
1,6 |
6,3 |
||||
|
“ 6 до10 |
3,2 |
|||||||
|
“ 10 до18 |
6,3 |
10 |
6,3 |
|||||
|
“ 18 до30 |
10 |
3,2 |
10 |
|||||
|
“ 30 до 50 |
||||||||
|
“ 50 до 80 |
6,3 |
|||||||
|
“ 80 до 120 |
10 |
20 |
6,3 |
|||||
|
“120 до180 |
20 |
10 |
||||||
|
“180 до250 |
6,3 |
|||||||
|
“250 до315 |
10 |
|||||||
|
“315 до400 |
10 |
|||||||
|
“400 до500 |
||||||||
Предел текучести конструкционных сталей
Таблица 8.2
|
Сталь |
20 |
30 |
40 |
45 |
50 |
20Г |
30Г |
40Г |
|
σт, МПа |
260 |
300 |
340 |
360 |
380 |
280 |
320 |
360 |
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.