Данная система предусматривает определение геометрической и кинематической точности зубообрабатывающих станков и инструментов, приспособлений, базовых поверхностей заготовок и т. д. в течение всего технологического цикла и является более прогрессивной.
Наличие активного контроля на всех операциях позволяет обеспечивать качество производства зубчатых колес на всех стадиях.
В этом случае приемочный КОЯТОЛЬ необходим только для оценки качества точных зубчатых передач ответственного назначения.
44)
Существуют сравнительный и тригонометрический методы контроля углов [2, 19]. В основу первого метода положено сравнение контролируемых углов с угловыми мерами, угольниками и угловыми шаблонами. С помощью угловых мер определяют наибольший просвет между сторонами измеряемого угла в самой меры.
Для измерения углов с точностью до 2’ и грубее применяют угломер с нониусом, универсальный в оптический угломеры. для проверки центральных углов (углов, образованных двумя радиусами), а также для точных угловых делений при обработке деталей используют оптические делительные головки с ценой деления 5, 10 и 60”. Углы между двумя гранями измеряют гониометрами, а малые угловые отклонения от горизонтали и вертикали — уровнями.
Гладкие конические детали с допусками диаметров от IТ4 до IТ12, степенями точности допусков углов конусов от 4 до 9 и конусностью от 1 : З До 1 : 50 контролируют конусными калибрами
[ГОСТ 24932—81 (СТ СЭВ 2013—79)].
45)
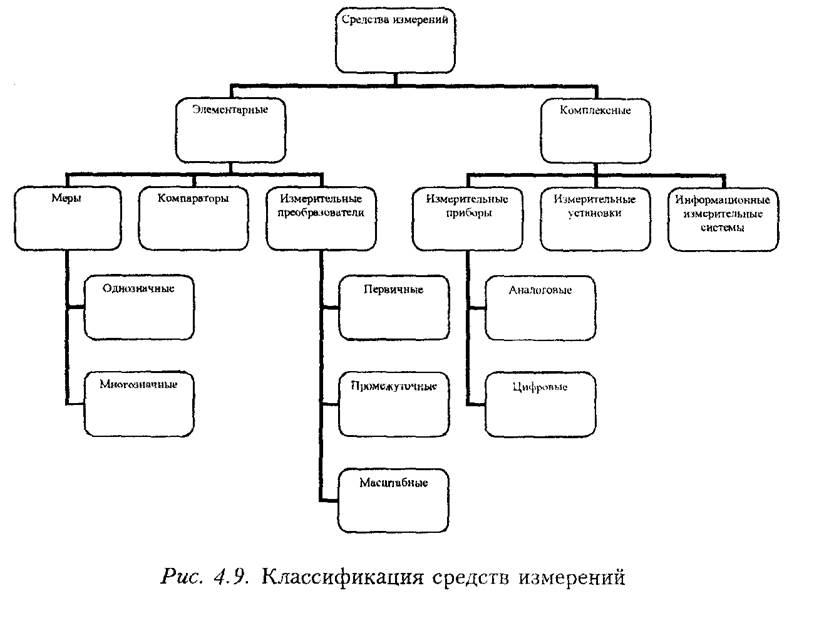
Классификация средств измерений по назначению и устройству представлена на рис. 4.9.
Меры — это СИ, которые служат для воспроизведения физической величины заданного размера (одного однозначные, нескольких — многозначные)
Измерительные преобразователи вырабатывают сигнал измерительной информации в форме, удобной для обработки, передачи, хранения и т.п., но не доступной для непосредственного наблюдения (электрический сигнал, электромагнитные волны н др.). К первичному преобразователю измеряемая величина подводится непосредственно, к промежуточному преобразователю — сигнал с выхода другого преобразователя. Масштабный преобразователь служит для изменения размера физической величины.
Измерительный прибор вырабатывает сигнал в форме, удобной для восприятия оператором.
Измерительная установка это совокупность измерительных приборов и устройств для решения конкретной измерительной задачи.
Информационная измерительная система — это совокупность измерительных приборов и устройств, соединенных каналами связи и вырабатывающих сигнал в форме, удобной для передачи, обработки и использования в автоматизированных системах управления.
СИ также делятся на метрологические и рабочие. К метрологическим относятся СИ, предназначенные для передачи размера единиц физических величин от эталонов к другим СИ. Технические измерения проводятся рабочими СИ.
46)
допуски я посадки шлицевых соединений определяются их назначением я принятой системой центрирования
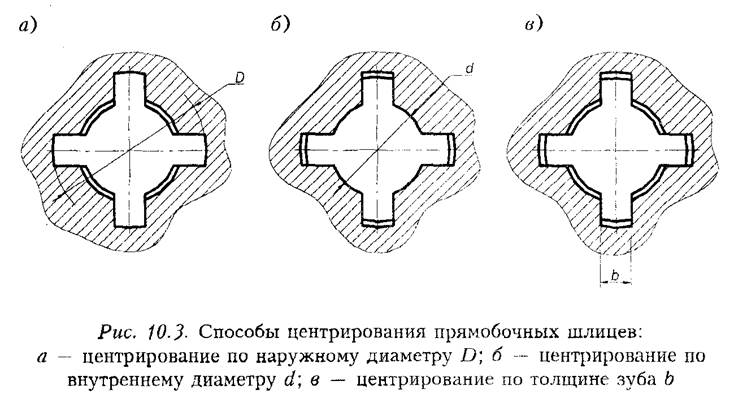
В машиностроении существуют три способа центрирования (рис. 10.3).
1. Центрирование по наружному диаметру В назначают в случае, когда втулка не подвергается термической обработке или после термической обработки твердость ее материала невысокая и допускает калибровку. При этом вал имеет высокую твердость и пiлифуется по В, зубья шлицевой втулки фрезеруют на полную высоту профиля. Способ прост, экономичен и применяется для неподвижных соединений (чтобы не было износа от перемещения) а в подвижных соединениях в случаях небольших нагрузок с высокими требованиями соосности (рис. 10.3, а).
2. По внутреннему диаметру й центрирование назначают в случае, когда требуется высокая соосность, а втулка после термической обработки имеет высокую твердость и обработка ее внутренних фасонных поверхностей затруднительна или когда после термической обработки могут быть значительные искривления длинных валов. При этом материал вала имеет сравнительно низкую твердость. Данный вид центрирования обычно применяется для подвижных соединений (рис. 10.3, 6).
3. Центрирование по толщине зуба Ь (рис. 10.3, в) целесообразно применять при передаче знакопеременных нагрузок, при больших крутящих моментах и реверсивных движениях. Данный способ не обеспечивает высокой точности центрирования, применяется редко, с относительно небольшой частотой вращения вала (карданные валы).
Примеры обозначения шлицевого прямобочного профиля
При центрировании шлицевого сопряжения по наружному диаметру D:
D— 8 х 36 H12 — a11 х 42 Н7 — е 8 х 7 D9 — h8, где D центрирующий размер; 8 -- число зубьев (всегда четное число); 36 - внутренний диаметр d, Н12 – a11 — посадка по d; 42 наружный диаметр D, Н7 — е8 — посадка, по D; 7 — толщина зуба вала (ширина паза втулки), D9 — h8 - посадка по ширине зуба b.
Числовые значения отклонений устанавливаются по гост 25347—89.
При центрировании по внутреннему диаметру d:
d —8 х 42 Н7 — е8 х 48 Н12 — a11 х 8 D9- f8.
При центрировании по толщине зуба b:
b —20 х 82 Н12 — a11 х 92 Н12 — a11 х 20 F8 — h8.
47)
Размерная цепь (Рц) — совокупность взаимосвязанных размеров, образующих замкнутый контур. Все размеры РЦ называются звеньями. В РЦ только одно звено является замыкающим. Замыкающее звено на чертежах не проставляется и тем самым устанавливает последовательность изготовления деталей (рабочий чертеж) или сборку узла (сборочньй чсртеж) Данное звено остается последним
По расположению звеньев РЦ подраздсляюгся на несколько типов.
Линейные РЦ — размеры находятся в одной плоскости и
параллельны друг другу (рис.) 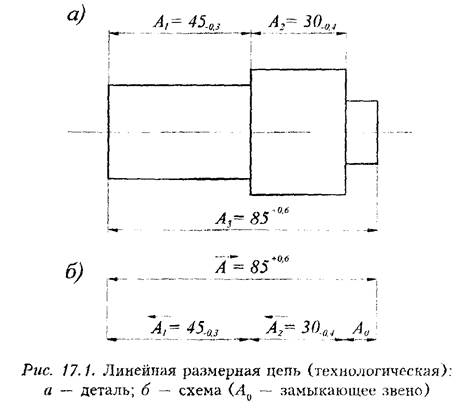
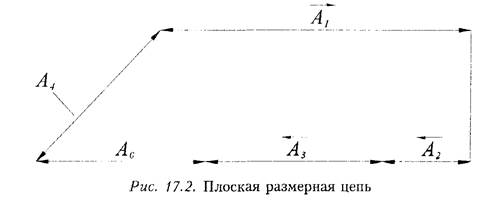
Плоские РЦ размеры находятся в одной плоскости, но не параллельны (рис.172)
Пространственные РЦ когда размеры находятся разных плоскостях.
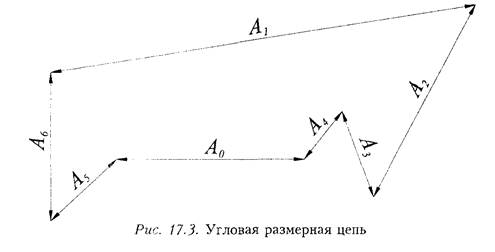
Угловые РЦ размеры под разными углами (рис. 17.3) и в разных плоскостях.
Размеры последних трех типов РЦ с помощью тригонометрических формул сводятся к РЦ первого типа, затем решается задача «Расчет линейной РЦ» и результаты этого расчета преобразуются к исходному типу РЦ .
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.