
Лекция 14. Калибры. Схема контроля калибрами. Исполнительные размеры
Калибры - безшкальные средства измерения для контроля изделий при крупносерийном производстве. Контроль детали - это определение ее годности. При контроле невозможно установить действительный размер, для этого необходимо провести измерения. Калибры подразделяются:
По принципу контроля:
- нормальные (шаблоны, угольники и др.), контроль которыми проводится на просвет и существенно зависит от субъективных факторов;
- предельные: калибры-
пробки предназначены для контроля двух предельных размеров отверстий, калибры-
скобы - для контроля предельных размеров![]() валов.
Проходные стороны контролирует предельные размеры деталей, соответствующие
наибольшему количеству материала, т.е. проходной калибр- пробка контролирует Dmin,
проходной калибр- скоба контролирует dmax.
валов.
Проходные стороны контролирует предельные размеры деталей, соответствующие
наибольшему количеству материала, т.е. проходной калибр- пробка контролирует Dmin,
проходной калибр- скоба контролирует dmax.
Непроходные контролируют вторые предельные размеры: непроходная калибр- пробка контролирует Dmax, непроходная калибр- скоба контролирует dmin.
По контролируемой поверхности:
- гладкие цилиндрические;
- калибры резьбовые;
- калибры конические.
По конструкции:
- однопредельные; - двухпредельные;
- односторонние; - двухсторонние;
- нерегулируемые; - регулируемые.
Общими требованиями для
всех калибров являются: высокая твердость рабочих поверхностей HRC 52 ... 54,
особенно проходной стороны; высокая износостойкость; хорошая чистота поверхности
![]() Ra0.16 – 0.63 и сохранение линейных размеров.
Ra0.16 – 0.63 и сохранение линейных размеров.
Гладкие предельные калибры
Гладкие предельные калибры широко используются в машиностроении в крупносерийном производстве при изготовлении деталей с точностью JT6…JT18 (ГОСТ24853-81).Для контроля высокоточных деталей ( JT5 и точнее) использовать калибры нецелесообразно. В этих случаях обычно используют универсальные СИ.
Калибры-пробки предназначены для контроля отверстия по двум предельным размерам ( Dmax, Dmin). Калибры – скобы - для контроля вала ( dmax , dmin ).Калибры подразделяются на проходные (ПР) и непроходные (НЕ ).
Проходные калибр-пробка и калибр-скоба должны проходить и контролируют детали “по наибольшему количеству металла”, соответственно, отверстие - по Dmin, вал- по dmax.
Непроходные калибр-пробка и калибр-скоба не должны проходить и контролируют детали “по наименьшему количеству металла”, соответственно, отверстие - по Dmax, вал - по dmin.
Если проходной калибр не проходит, то это исправимый брак, а если непроходной проходит, то это брак неисправим.
Гладкие предельные калибры подразделяются на рабочие и контрольные. Рабочие калибры используются на рабочих местах и работниками ОТК, а контрольные (контр-калибры) предназначены для контроля рабочих калибров- скоб. Для калибров- пробок контр- калибров не существует.
Контроль предельными калибрами
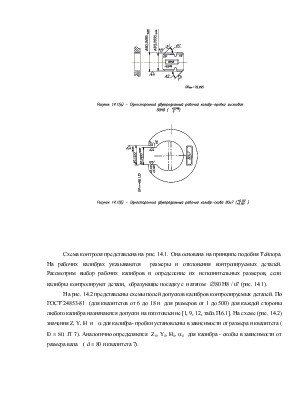
Схема контроля представлена на рис. 14.1. Она основана на принципе подобия Тейлора. На рабочих калибрах указываются размеры и отклонения контролируемых деталей. Рассмотрим выбор рабочих калибров и определение их исполнительных размеров, если калибры контролируют детали, образующие посадку с натягом Æ80 Н8 / u7 (рис. 14.1).
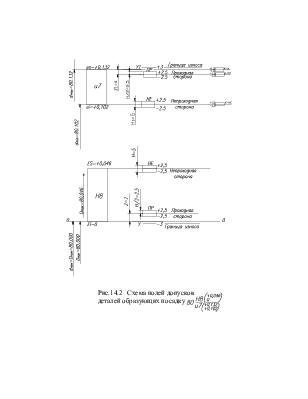
На рис. 14.2 представлены схемы полей допусков калибров контролируемых деталей. По ГОСТ 24853-81 (для квалитетов от 6 до 18 и для размеров от 1 до 500) для каждой стороны любого калибра назначаются допуски на изготовление [1, 9, 12, табл.П.6.1]. На схеме (рис. 14.2) значения Z, Y, H и a для калибра- пробки установлены в зависимости от размера и квалитета ( D = 80, JT 7). Аналогично определяются Z1, Y1, H1, a1 для калибра - скобы в зависимости от размера вала ( d = 80 и квалитета 7).
Где Z , Z1- величины смещения поля допуска проходных калибров в тело (в поле допуска на изготовление детали, см. рис.14.2);
Y, Y1- предельные значения износа проходных сторон калибра-пробки и калибра- скобы;
H, H1- значения допусков на изготовление рабочих калибров – пробки и скобы;
a, a1- величина смещения поля допуска непроходных сторон калибров ( для размера до 180 мм a и a1 равны 0 ).
Допуски на изготовление контр – калибров существенно меньше и для рассматриваемых калибров Hp =2 мкм, при этом контр-калибр К-И (исполнительный) контролирует проходную сторону рабочего калибра- скобы по наибольшему износу и если он проходит, то рабочий калибр должен быть выбракован.
Контр-калибр проходной (К-ПР) должен проходить через проходной калибр-скобу в течении определенного промежутка времени; контр-калибр непроходной (К-НЕ), при этом также должен проходить через непроходной калибр- скобу через определенный промежуток времени.
Исполнительные размеры калибров
Исполнительные размеры - это размеры для изготовления нового калибра. В отличие от гладких изделий допуски на калибры назначаются одним отклонением (в тело), а второе отклонение записывается в номинальный размер. Например, для рабочих калибров - пробок (рис. 14.2):
НЕ= ( Dном + ES + H/2) - H; (14.1)
HE= ( 80.046 + 0.0025) - 0.005;
ПР= ( Dном + EI + Z = H/2) - H; (14.2)
ПР= 80.0095 - 0.005
Размер полностью изношенного проходного калибра– пробки определяется:
ПРизн=Dmin – Y (14.3)
ПРизн=79.995
Исполнительные размеры калибра- скобы:
НЕ = ( dmin - H1/2) + H1 (14.4)
НЕ = ( 80.102 - 0.0025) + 0.005
НЕ = 80.0995 +0.005
ПР = ( dmax - z1 - H1/2) + H1 (14.5)
ПР = ( 80.132 - 0.004 - 0.0025)+0.005
ПР = 80.1255 +0.005
Размер полностью изношенного проходного калибра – скобы:
ПРизн=dmax + y1 (14.6)
ПРизн= 80.135
Исполнительные размеры контр-калибров для контроля соответствующих калибров-скоб определяются по методике и формулам выше приведенным.
Уважаемый посетитель!
Чтобы распечатать файл, скачайте его (в формате Word).
Ссылка на скачивание - внизу страницы.